
Xiaolong Cai, Chenglin Du, Zixuan Sun, Ran Ye, Haijun Liu, Yu Zhang, Xiangyang Duan, Hai Lu. Recent progress of physical failure analysis of GaN HEMTs[J]. Journal of Semiconductors, 2021, 42(5): 051801
- Journal of Semiconductors
- Vol. 42, Issue 5, 051801 (2021)
Abstract
1. Introduction
Thanks to the remarkable developments in wide-bandgap semiconductor technologies over the past few decades, gallium nitride (GaN)-based high-electron mobility transistors (HEMTs) have shown prominent performances in high power and high frequency application fields. The high charge density of the two-dimensional electron gas (2DEG) and the wide bandgap (~3.4 eV) of GaN result in the low resistance and the high-power density of GaN HEMTs. The high saturation electron velocity raises the switching frequency of GaN RF systems, and lowers their power loss and physical size. Moreover, when combined with silicon carbide (SiC) substrates, the low intrinsic carrier concentration of GaN and the high thermal conductivity of SiC offer a higher operating temperature, which insures operation under extreme environment conditions; on the other hand, the high maturity and the high integration level of Si substrates provide cost-effective Si-based GaN HEMTs[
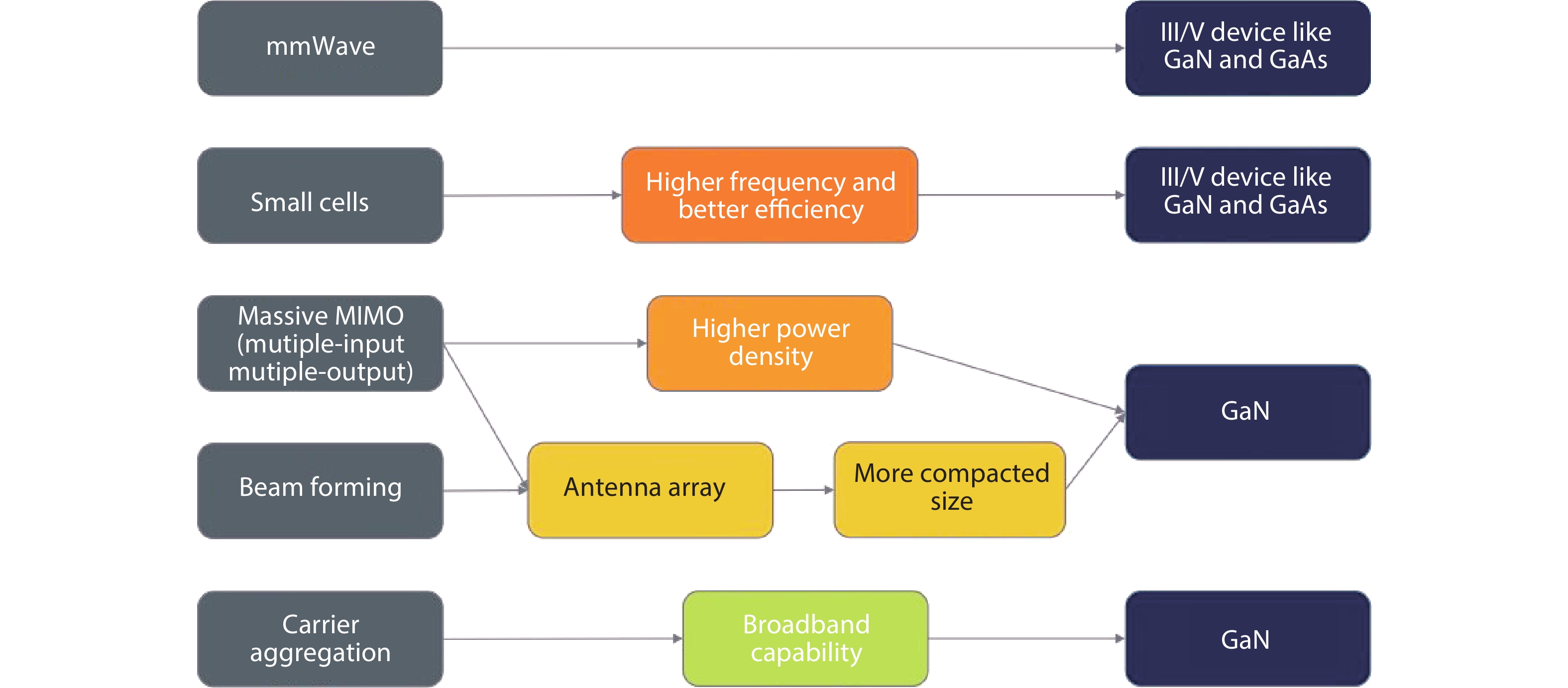
Benefiting from all the excellent physical and chemical properties mentioned above, GaN HEMTs perfectly match the main requirements of devices for the fifth generation (5G) wireless communication (shown in Fig. 1) and power electronics, thus accelerating the growth of numerous applications (shown in Fig. 2), including millimeter-wave power amplifiers (PAs)[
![]()
Figure 1.(Color online) The main requirements in 5G wireless communication[
![]()
Figure 2.(Color online) GaN HEMTs for power electronics applications[
However, GaN HEMTs can be influenced by various degradation mechanisms, which are not observed in Si or GaAs devices, due to operating conditions under larger current densities, higher temperatures and electric fields. Material properties, such as piezoelectric effects, heteroepitaxy on SiC or Si substrates, higher densities of deep-level defects and thermal interfaces with substrates and packages, could lead GaN HEMTs to degradations and even catastrophic failures[
Over these years, a few studies have focused on physical failure analyses of GaN HEMTs, and several failure mechanisms have been reported. In this paper, common physical characterization techniques for post-failure analyses are introduced, several failure mechanisms and corresponding failure phenomena are reviewed and summarized, and finally device optimization methods are discussed.
2. Post-failure analysis procedure
It is hard to find out where and how the failures begin on failed devices, since they have suffered catastrophic failures, and thus common electrical measurements are basically no longer effective. Therefore, emission microscope (EMMI), scanning electron microscope (SEM), focused ion beam (FIB), atomic force microscope (AFM), energy dispersive spectrometer (EDS), high resolution transmission electron microscope (TEM) and the technology computer-aided design (TCAD) simulation are the choices for post-failure analyses. The routine failure analysis procedure can be described as follows: firstly, failure zones are located by EMMI under a proper operating voltage and integral time; secondly, failure zones are dissected by FIB; thirdly, the cross-section of failure zones are observed by SEM, AFM and TEM, followed by the element analyses via EDS; and lastly, TCAD simulations are used to find out the failure reason, as shown in Fig. 3.
![]()
Figure 3.(Color online) The routine failure analysis procedure for GaN HEMTs.
2.1. EMMI
In an EMMI system, a microscope is used to obtain the optically reflected image of the device under a white light illumination. The failure zone emits photons when there are current leakages, electric field crowdings, dislocations, or meltdown pits. The emitted photons are collected and converted into electrical signals by photoelectric detectors such as charge-coupled devices (CCDs) or photomultipliers. At last, an electroluminescence (EL) image of the device is formed, and the position of the failure zone can be located by superimposing an EL image on a reflected image. In the post-failure analyses of GaN HEMTs, based on a probe station system and bare devices, it is possible for an EMMI to detect the EL pattern of the device under different operating conditions. As a consequence, failure mechanisms can be analyzed through the intensities, the spatial distributions and the spectral characteristics of hot spots in the EL images and their evolutions over time[
2.2. FIB
In an FIB system, the ion source produces a stable ion beam, which can be modulated by the focusing and scanning modules by controlling the size and the intensity of beam spot. The specimen station is applied to change the processing position. The SEM is not able to obtain the inner information of failed devices unless the FIB is utilized. With the assistance of FIB, failed devices can be dissected, and key information like the AlGaN/GaN interface, gate meltdown situations and dislocation paths can be acquired.
2.3. SEM, TEM, and AFM
In an SEM system, an electron beam emitted from the electron source gets accelerated and focused by magnetic fields and several magnetic lenses, and finally the incident beam beats down on the surface of the failed device specimen. With the help of the final lens (objective lens), which are equipped with axially-symmetric scan coils, the incident electron beam is able to accomplish the scans of the specimen. Once high-energy electrons enter the specimen, they can be scattered both elastically and inelastically, thus generating various signals including secondary electrons, backscattered electrons, transmitted electrons, etc[
Compared with SEM, TEM retrieves information brought by transmitted electrons, meaning that the required accelerating voltage is higher and the specimen has to be thinner. It is able to obtain magnified images of FIB-thinned HEMT specimens (thickness ~10 nm), commonly with a magnification power in the range 103–106[
AFM is commonly used to conduct quantitative analyses and obtain scanned images of surface topographies of failed devices at a nanometer scale, especially at gate-edge regions. Before AFM scans, wet etches should be done to handle passivation layers and metal contacts. Normally, the hydrofluoric acid is utilized to remove passivation layers while metal contacts are targets for the aqua regia. Finally, the piranha solution is utilized for a short time to clean the entire organic contaminants and offers a pure surface for the following analyses[
2.4. EDS
X-ray is released when high-energy electrons react with specimens. As each element has its own X-ray characteristic energy, qualitative and quantitative component analyses of failure zones can be realized by using EDS. The combination of TEM and EDS is normally utilized to study the inner structure of failure zones such as channel layers, gate metal contacts, and buffer layers[
2.5. TCAD Simulation
In the failure analysis, the TCAD simulations are commonly used to figure out the failure reason due to the low time consumption and analysis costs. Generally, the device structures are firstly built up by the TCAD simulators according to the real process. After that, the stress conditions applied on the devices are determined to reproduce the suffered failure process in the simulators. Finally, taking all the obtained results into consideration, the simulated inner states of the devices are analyzed and discussed to find out the physical failure mechanism. In this way, it is helpful for designers to determine the failure reason accurately and conveniently by using TCAD simulations.
3. Failure mechanism analysis
3.1. Electrostatic discharge (ESD)
In 2015, Rossetto et al.[
![]()
Figure 4.(Color online) (a) Schematic GaN HEMT cross section. (b) SEM image depicting damages after the catastrophic failure[
In 2016, Shankar et al.[
In 2017, Shankar et al.[
![]()
Figure 5.(Color online) SEM and TEM images revealing different types of failure mechanisms dominant during test under (a) dark and (c) UV conditions. (b) TCAD contour revealing hole distribution at breakdown voltage, under the –6 V gate bias condition[
In the same year, an on-the-fly monitoring of the device was carried out to investigate the evolution of device failures, utilizing a high-resolution optical microscope system and a high-speed integrated CCD camera. Shankar et al. reported that repeated stresses (increase in number with a fixed amplitude) give rise to the accumulative degradations and the early device failure. This cumulative character of degradations is owing to the defect generation and the carrier trapping in various regions of the device. Fig. 6 shows the device under stresses at different moments of time[
![]()
Figure 6.(Color online) A sequence of events captured during 50 ns ESD stresses on the drain without gate and with mesa[
In 2019, Canato et al.[
In the same year, Shankar et al.[
In 2020, Shankar et al.[
3.2. High electric stress
In 2015, Wu et al.[
![]()
Figure 7.(Color online) (a, c, e) SEM images and (b, d, f) AFM images of three devices with different stressed times[
A possible reason for the structural deformation underneath the gate region is electrochemical reactions between water and AlGaN[
In 2016, Rossetto et al.[
![]()
Figure 8.(Color online) (a) EMMI images of the device at different stress times. (b, c) TEM image of the failure region depicted in (a)[
In 2017, the influence of gate metallizations on the reliability of SiC-based GaN HEMTs were investigated by Dammann et al.[
![]()
Figure 9.(Color online) (a, b) EMMI images of the HEMT before and after ON-state DC-stress. (c, d) Cross-section EDS mapping of central T-gate finger showing the formation of Ni voids. (e) Aluminium oxidation at a pit[
In the same year, Whiting et al.[
![]()
Figure 10.(a) STEM of a TiN metal inclusion, which has penetrated the AlGaN layer. (b) A nanocrack extending from a TiN metal inclusion into the channel area[
In 2018, Islam et al.[
![]()
Figure 11.(a) A device before loading. (b) The device at the on-set of source-drain leakage. (c) A metal inclusion appears at the drain region. (d) The metal inclusion penetrates the GaN layer. (e) The metal inclusion reaches the GaN-SiC interface. (f) The substrate is completely damaged at last[
In 2020, Liu et al.[
![]()
Figure 12.(Color online) (a) De-cap and de-layer operations of the failed device. (b) Simulation of electric field and impact ionization (I.I.) rate distributions along the AlGaN/GaN interface when the
3.3. High thermal stress
In 2016, Temcamani et al.[
![]()
Figure 13.(Color online) (a) TEM image and (b) EDS cartography (across the blue line) of the Schottky contact of an aged HEMT[
In 2017, Mocanu et al.[
![]()
Figure 14.(Color online) (a) Burn spot locations for 50 W-pulses. (b) Simulated densities of power dissipation for two different pulses shortly before the failure happens. (c) A failure region (Mag = 500×)[
In the same year, Zhou et al.[
![]()
Figure 15.(Color online) (a) Failure region of the GaN HEMT (CGH-27015, manufactured by Cree, Inc.). (b) FIB image of the breakdown area which is located in the FP. (c) Captured thermal stress distribution of the device. (d) Enlarged stress distribution near the gate[
3.4. High magnetic field
In 2020, a new failure mechanism in the GaN HEMT PAs, which operate at high frequency and high power conditions, was reported by Sangwan et al.[
![]()
Figure 16.(Color online) (a) Optical image of the GaN HEMT before failure. (b) SEM image of the GaN HEMT after failure[
The simulated magnetic field distribution over the integrated circuit is shown in Fig. 17(a), in which the peak magnetic field is near inductors. The large-inductance inductors, which carry highly amplified signals, are arranged in close vicinity to one other near the output port, giving rise to the high magnetic field strength during the circuit output stage. The magnetic field of the failure region is about 2.99 × 102 A/m, reaching the highest value among all the devices in the circuit. Once the total amount of the magnetic-induced eddy current and the operation current increase, remarkable Joule heatings in the drain and the gate metal regions occur and cause the observed failure of the device.
![]()
Figure 17.(Color online) (a) Magnetic field distribution and (b) optical micrograph of the PA layout[
3.5. Irradiation effect
In 2018, Lei et al.[
In the same year, Hu et al.[
![]()
Figure 18.TEM images of GaN HEMT device irradiated with 1540 MeV Bi ions at a fluence of 1.7 × 1011 ions/cm2[
In 2019, Islam et al.[
![]()
Figure 19.TEM images at different
The failure mechanisms mentioned in Section 3 and their corresponding failure phenomena are summarized in Table 1.
4. GaN HEMTs optimization methods
4.1. Surface passivation optimization
GaN HEMTs with high-κ passivation layers are confirmed to achieve better breakdown performances and interface qualities[
On the other hand, in situ SiNx has advantages in improving defect levels and dielectric qualities when compared with ex situ SiNx. A near-ideal dielectric breakdown strength of ~13.2 MV/cm, a high interface quality with a state density of ~3.0 × 1012 eV–1 cm–2 and a maximum forward bias as high as 19.5 V (~3.66 MV/cm) for a ten-year lifetime at the failure level of 0.01% are obtained by Cheng et al.[
4.2. Gate recess depth and contact structure optimization
By changing recess depths, the electric field in the channel layer and the buffer layer, which directly influences the SOA boundary in GaN HEMTs, can be tuned[
Schottky-type gate contacts are faced with gate stability problems, being easily affected by operation temperatures and the positive gate bias, especially in a low positive gate bias region. On the other hand, ohmic-type gate contacts exhibit a better stability against operation temperatures and the gate bias[
4.3. Geometry optimization
Rossetto et al.[
Fletcher et al.[
4.4. GaN material quality optimization
Since the device reliability and the GaN epitaxy are strongly correlated, high crystalline qualities and smooth surface morphology of the GaN epi-layers are extremely necessary. A remarkable enhancement in surface morphology of the GaN epi-structure along with better 2DEG properties and crystalline quality can be achieved by varying the V/III molar ratio[
Wosko et al.[
The impurity doping, such as Mg[
5. Conclusions
In this review, common physical characterization techniques for the post failure analysis and the corresponding routine analysis procedure are introduced. Different types of failure mechanisms including ESD, high electric stress, high thermal stress, high magnetic field, irradiation effect, and the related failure mechanisms are reviewed. The failure phenomena corresponding to each failure mechanism are also summarized. Finally optimization methods for GaN HEMTs, such as surface passivation optimization, gate recess depth optimization, contact structure optimization and geometry optimization are discussed.
Acknowledgements
This work is supported by the National Key R&D Program of China (No. 2017YFB0403000).
References
[1] M H Mi, X H Ma, L Yang et al. Record combination
[2] D K Panda, G Amarnath, T R Lenka et al. Small-signal model parameter extraction of E-mode N-polar GaN MOS-HEMT using optimization algorithms and its comparison. J Semicond, 39, 64(2018).
[3] X Huang, R Fang, C Yang et al. Steep-slope field-effect transistors with AlGaN/GaN HEMT and oxide-based threshold switching device. Nanotechnology, 30, 215201(2019).
[4]
[5] A Taylor, J Lu, L Zhu et al. Comparison of SiC MOSFET-based and GaN HEMT-based high-efficiency high-power-density 7.2 kW EV battery chargers. Power Electron, 11, 1849(2018).
[6] R Faraji, H Farzanehfard, G Kampitsis et al. Fully soft-switched high step-up non-isolated three-port DC-DC converter using GaN HEMTs. IEEE Trans Ind Electron, 67, 8371(2020).
[7] X Chen, W Zhai, J Zhang et al. FEM thermal analysis of high power GaN-on-diamond HEMTs. J Semicond, 39, 104005(2018).
[8]
[9]
[10]
[11] I Rossetto, M Meneghini, A Tajalli et al. Evidence of hot-electron effects during hard switching of AlGaN/GaN HEMTs. IEEE Trans Electron Devices, 64, 3734(2017).
[12] M M Bajo, H Sun, M J Uren et al. Time evolution of off-state degradation of AlGaN/GaN high electron mobility transistors. Appl Phys Lett, 104, 223506(2014).
[13] T Luo, A Khursheed. Elemental identification using transmitted and backscattered electrons in an SEM. Phys Procedia, 1, 155(2008).
[14]
[15] A Gkanatsiou, C B Lioutas, N Frangis et al. Influence of 4H-SiC substrate miscut on the epitaxy and microstructure of AlGaN/GaN heterostructures. Mat Sci Semicond Proc, 91, 159(2019).
[16] Y Wu, C Y Chen, J A Del Alamo. Electrical and structural degradation of GaN high electron mobility transistors under high-power and high-temperature direct current stress. J Appl Phys, 117, 025707(2015).
[17] B Wang, Z Islam, A Haque et al. In situ transmission electron microscopy of transistor operation and failure. Nanotechnology, 29, 31LT01(2018).
[18] D Marcon, G Meneghesso, T L Wu et al. Reliability analysis of permanent degradations on AlGaN/GaN HEMTs. IEEE Trans Electron Devices, 60, 3132(2013).
[19] Z Islam, A Haque, N Glavin. Real-time visualization of GaN/AlGaN high electron mobility transistor failure at off-state. Appl Phys Lett, 113, 183102(2018).
[20] D D Wang, Y M Huang, P K Tan et al. Two planar polishing methods by using FIB technique: Toward ultimate top-down delayering for failure analysis. AIP Adv, 5, 127101(2015).
[21] K Kumakura, T Makimoto. Growth of GaN on sapphire substrates using novel buffer layers of ECR-plasma-sputtered Al2O3/graded-AlON/AlN/Al2O3. J Cryst Growth, 292, 155(2006).
[22] I Rossetto, M Meneghini, M Barbato et al. Demonstration of field- and power-dependent ESD failure in AlGaN/GaN RF HEMTs. IEEE Trans Electron Devices, 62, 2830(2015).
[23]
[24]
[25]
[26] E Canato, M Meneghini, A Nardo et al. ESD-failure of E-mode GaN HEMTs: Role of device geometry and charge trapping. Microelectron Reliab, 100/101, 113334(2019).
[27] B Shankar, S Raghavan, M Shrivastava. ESD reliability of AlGaN/GaN HEMT technology. IEEE Trans Electron Devices, 66, 3756(2019).
[28] B Shankar, S Raghavan, M Shrivastava. Distinct failure modes of AlGaN/GaN HEMTs under ESD conditions. IEEE Trans Electron Devices, 67, 1567(2020).
[29] F Gao, S C Tan, J A Del Alamo et al. Impact of water-assisted electrochemical reactions on the off-state degradation of AlGaN/GaN HEMTs. IEEE Trans Electron Devices, 61, 437(2014).
[30] I Rossetto, M Meneghini, S Pandey et al. Field-related failure of GaN-on-Si HEMTs: Dependence on device geometry and passivation. IEEE Trans Electron Devices, 64, 73(2017).
[31] M Dammann, M Baeumler, V Polyakov et al. Reliability of 100 nm AlGaN/GaN HEMTs for mm-wave applications. Microelectron Reliab, 76/77, 292(2017).
[32] Y Sin, D Veksler, J Bonsall et al. Electrical and structural characteristics of aged RF GaN HEMTs and irradiated high-power GaN HEMTs with protons and heavy ions. Gallium Nitride Materials and Devices XIV, 10918(2019).
[33] P G Whiting, N G Rudawski, M R Holzworth et al. Nanocrack formation in AlGaN/GaN high electron mobility transistors utilizing Ti/Al/Ni/Au ohmic contacts. Microelectron Reliab, 70, 41(2017).
[34] K Mazumdar, S Kala, A Ghosal et al. Nanocrack formation due to inverse piezoelectric effect in AlGaN/GaN HEMT. Superlattice Microst, 125, 120(2019).
[35] Q Zhu, X Ma, B Hou et al. Investigation of inverse piezoelectric effect and trap effect in AlGaN/GaN HEMTs under reverse-bias step stress at cryogenic temperature. IEEE Access, 8, 35520(2020).
[36] S Y Liu, S Li, C Zhang et al. Single pulse unclamped-inductive-switching induced failure and analysis for 650 V p-GaN HEMT. IEEE Trans Power Electr, 35, 11328(2020).
[37] F Temcamani, J B Fonder, O Latry et al. Electrical and physical analysis of thermal degradations of AlGaN/GaN HEMT under radar-type operating life. IEEE Trans Microw Theory, 64, 756(2016).
[38] M Mocanu, C Unger, M Pfost et al. Thermal stability and failure mechanism of Schottky gate AlGaN/GaN HEMTs. IEEE Trans Electron Devices, 64, 848(2017).
[39]
[40] R Jos. Reverse Schottky gate current in AlGaN-GaN high-electron-mobility-transistors. J Appl Phys, 112, 94508(2012).
[41] J H Shin, J Park, S Y Jang et al. Metal induced inhomogeneous Schottky barrier height in AlGaN/GaN Schottky diode. Appl Phys Lett, 102, 243505(2013).
[42] T Nagahisa, H Ichijoh, T Suzuki et al. Robust 600 V GaN high electron mobility transistor technology on GaN-on-Si with 400 V, 5 μs load-short-circuit withstand capability. Jpn J Appl Phys, 55, 04EG01(2016).
[43] L Zhou, Z W San, Y J Hua et al. Investigation on failure mechanisms of GaN HEMT caused by high-power microwave (HPM) pulses. IEEE Trans Electromagn C, 59, 902(2017).
[44] J Biener, A M Hodge, A V Hamza et al. Nanoporous Au: A high yield strength material. J Appl Phys, 97, 24301(2005).
[45] P S Alexopoulos. Mechanical properties of thin films. Annu Rev Mater Res, 20, 391(1990).
[46] V Sangwan, C M Tan, D Kapoor et al. Electromagnetic induced failure in GaN-HEMT high-frequency power amplifier. IEEE Trans Ind Electron, 67, 5708(2020).
[47] Z F Lei, H X Guo, M Tang et al. Degradation mechanisms of AlGaN/GaN HEMTs under 800 MeV Bi ions irradiation. Microelectron Reliab, 80, 312(2018).
[48] P Hu, J Liu, S Zhang et al. Degradation in AlGaN/GaN HEMTs irradiated with swift heavy ions: Role of latent tracks. Nucl Instrum Meth B, 430, 59(2018).
[49] Z Islam, A L Paoletta, A M Monterrosa et al. Heavy ion irradiation effects on GaN/AlGaN high electron mobility transistor failure at off-state. Microelectron Reliab, 102, 113493(2019).
[50] K Nakamura, H Hanawa, K Horio et al. Analysis of breakdown voltages in AlGaN/GaN HEMTs with low-
[51] Y T Shi, H Lu, W Z Xu et al. High-
[52] H Hanawa, H Onodera, A Nakajima et al. Numerical analysis of breakdown voltage enhancement in AlGaN/GaN HEMTs with a high-
[53] L Cheng, W Xu, D Pan et al. Gate-first process compatible, high-quality in situ SiN
[54]
[55] C Zeng, W Xu, Y Xia et al. Investigations of the gate instability characteristics in Schottky/ohmic type p-GaN gate normally-off AlGaN/GaN HEMTs. Appl Phys Express, 12, 121005(2019).
[56] A S A Fletcher, D Nirmal, J Ajayan et al. Analysis of AlGaN/GaN HEMT using discrete field plate technique for high power and high frequency applications. AEU-Int J Electron C, 99, 325(2019).
[57] K Narang, R K Bag, V K Singh et al. Improvement in surface morphology and 2DEG properties of AlGaN/GaN HEMT. J Alloy Compd, 815, 152283(2020).
[58] M Wosko, T Szymanski, B Paszkiewicz et al. MOVPE growth conditions optimization for AlGaN/GaN/Si heterostructures with SiN and LT-AlN interlayers designed for HEMT applications. J Mater Sci-Mater El, 30, 4111(2019).
[59] D Jana, A Chatterjee, T K Sharma. Confirmation of the compensation of unintentional donors in AlGaN/GaN HEMT structures by Mg-doping during initial growth of GaN buffer layer. J Lumin, 219, 116904(2019).
[60] M Borga, M Meneghini, D Benazzi et al. Buffer breakdown in GaN-on-Si HEMTs: A comprehensive study based on a sequential growth experiment. Microelectron Reliab, 100/101, 113461(2019).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20