
Peiying Bian, Enhuai Yin. Effect of Laser Power for Metal Selective Laser Melting on Morphology of 316L Stainless Steel Molten Pool and Residual Stress[J]. Laser & Optoelectronics Progress, 2020, 57(1): 011403
- Laser & Optoelectronics Progress
- Vol. 57, Issue 1, 011403 (2020)
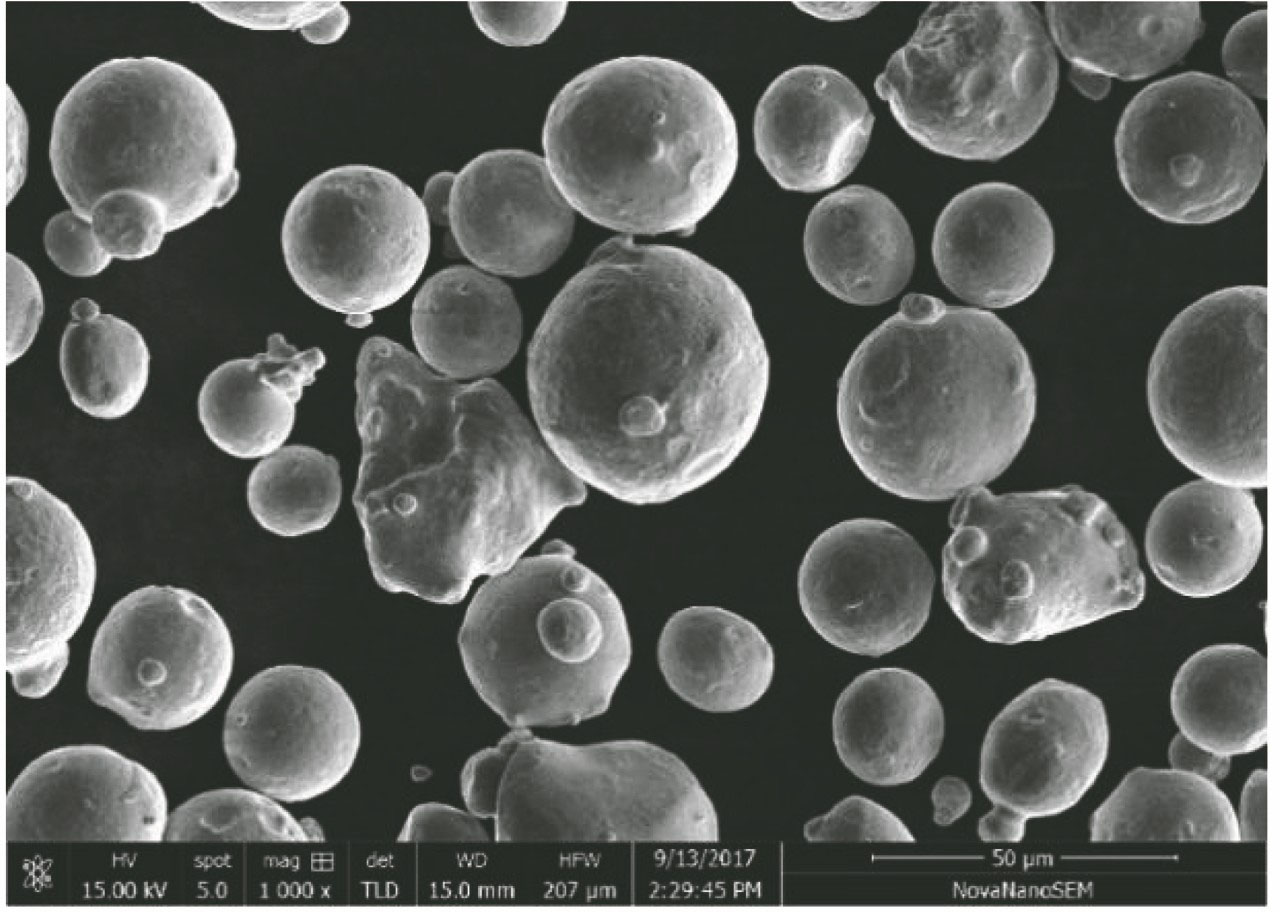
Fig. 1. 316 stainless steel powder
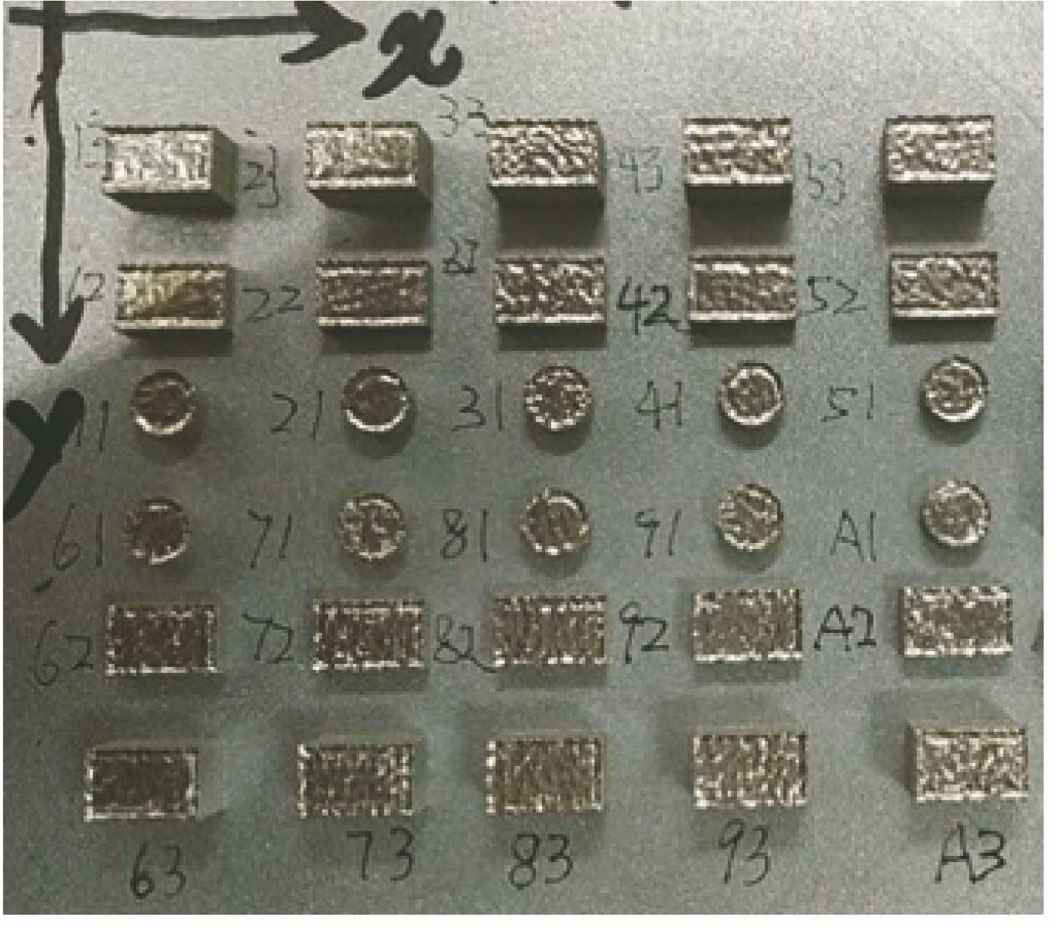
Fig. 2. Samples after SLM forming (on the substrate)
Fig. 3. Test methods represented by CAD drawings
Fig. 4. Residual stress test platform
Fig. 5. Morphologies of molten pool cross section of SLM formed samples for different process parameters. (a)P=160 W, v=600 mm/s, chess scanning (No.1);(b) P=160 W, v=600 mm/s, stripe scanning (No.2); (c) P=200 W, v=800 mm/s, stripe scanning (No.3); (d) P=200 W, v=600 mm/s, stripe scanning (No.4); (e) P=200 W, v=600 mm/s, chess scanning (No.5); (f) P=240 W, v=800 mm/s, stripe scanning (No.6)
Fig. 6. Comparison of residual stresses in SLM formed samples with different process parameters. (a) No. 1 and No. 5; (b) No. 2 and No. 4; (c) No. 3 and No. 6
Fig. 7. Average residual stress boxplots of SLM formed samples for different process parameters
|
Table 1. Orthogonal experiment table of SLM sample
|
Table 2. Comparison of molten pool diameters and residual stresses of SLM formed samples

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20