
Peng LI, Xiao-Lei NIE, Ye TIAN, Wen-Bing FANG, Ping WEI, Wan-Ting ZHU, Zhi-Gang SUN, Qing-Jie ZHANG, Wen-Yu ZHAO. Fabrication and Planar Cooling Performance of Flexible Bi0.5Sb1.5Te3/epoxy Composite Thermoelectric Films [J]. Journal of Inorganic Materials, 2019, 34(6): 679
- Journal of Inorganic Materials
- Vol. 34, Issue 6, 679 (2019)
Abstract
Keywords
Development of microelectronic integrated technology resulted in increase in the heat flux density, which seriously affects the performance and service life of the electronic devices[
Bi2Te3-based alloys (BixSb2-xTe3 and Bi2Te3-xSex) are customarily regarded as the representative of V2VI3 TE materials, and have been commercialized and widely used for refrigeration and energy conversion applications in the low-temperature range[
In previous work[
1 Experimental
The preparation of thermoelectric slurries refers to the method reported in former work[
The obtained thermoelectric slurries were printed on the pre-cleaned polyimide (PI) substrates by screen printing to form thick films. The films were dried in vacuum at 100 ℃ for 60 min, and then cured at 300 ℃ for 4 h in hot-pressing apparatus. To further reveal the impact of the content of Bi0.5Sb1.5Te3 on the electrical properties of the composite films, the slurries were prepared with different content of Bi0.5Sb1.5Te3 powder (x=6.5, x=7, x=8, x=9 and x=10) where x represents the mass ratio of Bi0.5Sb1.5Te3 to epoxy system (epoxy resin, hardener and catalyst).
The phase constituents of all thick films were determined by X-ray diffraction (XRD, PANalytical χ’ Pert PRO) using Cu Kα radiation (λ=0.15418 nm). Microstructures were examined by a field emission scanning electron microscope (FESEM, Zeiss ULTRA-PLUS-43-13). The density of the thick films was measured with the Archimedes method. The Hall coefficient (RH), carrier concentration (n), mobility (μH) and electrical conductivity (σ) of the thick films were tested by the HL5500 Hall effect test system at room temperature. The in-plane electrical conductivity (σ) and Seebeck coefficient (α) were measured with the standard four-probe method (Sinkuriko, ZEM-3) in He atmosphere. The measurement error for σ and α is ±5%. The bending tests of the thick films were performed using a homemade bending test apparatus. The temperature distribution of the TE leg was measured under different applied currents (I) by visual infrared thermometer (FLUKE, TI 400).
2 Results and discussion
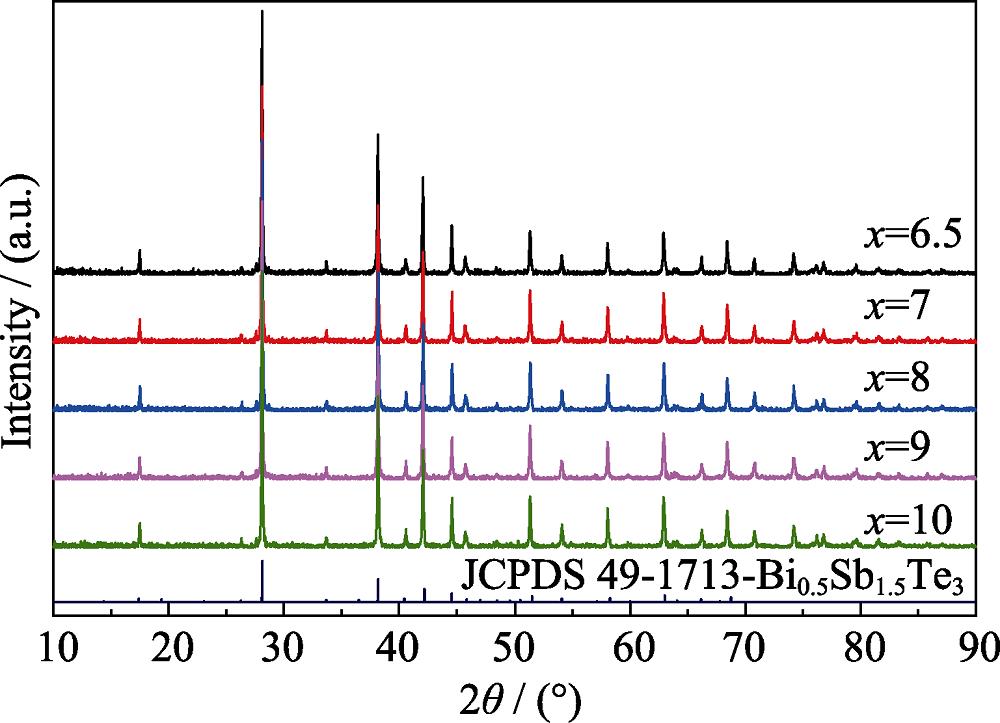
XRD patterns of these composite films are displayed in Fig. 1. All diffraction peaks can be indexed to the standard diffraction data of Bi0.5Sb1.5Te3 (JCPDS 49- 1713), indicating that these films are composed of single- phase Bi0.5Sb1.5Te3.
![]()
Figure .XRD patterns of the composite films prepared with different contents of Bi0.5Sb1.5Te3 powder
Fig. 2 shows the cross-sectional FESEM images of these composite films. The thicknesses of these films are approximate 20 μm. It is apparent that there are organic residues and pores in all the films. As the content of Bi0.5Sb1.5Te3 powder increased from x=6.5 to x=8, the organic residues were reduced. However, with x further increasing, the pores were obviously increased. Thus the film prepared with x=8 has the most compact microstructure, which could be also identified from the variation of film densities (Table 1).
![]()
Figure .Cross-sectional FESEM images of the composite thick films prepared with different contents of Bi0.5Sb1.5Te3 powder
| x | ρ/(g·cm-3) | RH/(×10-1, cm3·C-1) | n/(×1019, cm-3) | μH/(cm2·V-1·s-1) | σ/(×104, S·m-1) |
|---|---|---|---|---|---|
| 6.5 | 3.93 | 3.72 | 1.67 | 45.15 | 1.21 |
| 7 | 4.08 | 3.69 | 1.69 | 52.17 | 1.41 |
| 8 | 4.32 | 3.57 | 1.74 | 58.85 | 1.65 |
| 9 | 4.19 | 3.56 | 1.73 | 54.69 | 1.51 |
| 10 | 4.05 | 3.55 | 1.72 | 50.59 | 1.40 |
Table 1.
Densities and electrical properties of the composite films at room temperature
The room-temperature electrical transport properties of these composite films are listed in Table 1. The positive Hall coefficient RH indicated that most of carriers were holes. The p-type conduction character was consistent with the corresponding bulk materials[
Fig. 3 shows the temperature dependence of electrical conductivity σ, Seebeck coefficient α and power factor α2σ of these composite films. σ decreased as the test temperature increases, similar with the metallic transport behavior of the bulk Bi0.5Sb1.5Te3 materials[
![]()
Figure .Temperature dependence of (a) electrical conductivity
| Materials | Fabrication process | Annealing methods | σ/(×104, S·m-1) | α2σ/(mW·m-1·K-2) | Ref. |
|---|---|---|---|---|---|
| Bi0.5Sb1.5Te3+epoxy | Screen printing | 573 K, 4 h, hot pressing | 1.67 | 1.12 | This work |
| Bi0.5Sb1.5Te3 ink | Inkjet printing | 673 K, 30 min | 0.20 | 0.07 | [10] |
| Bi0.5Sb1.5Te3+8%Te-epoxy | Dispenser printing | 523 K | 0.11 | 0.06 | [14] |
| Bi0.5Sb1.5Te3+C24H44O6 | Brush-printed | 673 K, 4 h | 0.29 | 0.15 | [17] |
| Bi2Te3+1%Se-epoxy | Dispenser printing | 623 K, 12 h | 1.03 | 0.26 | [20] |
| Bi0.5Sb1.5Te3+epoxy | Brush-printed | 623 K, 4 h, hot pressing | 1.15 | 0.84 | [22] |
| Bi0.5Sb1.5Te3+8%Te-polymer | Dispenser printing | 523 K | 0.13 | 0.16 | [25] |
Table 2.
Comparison of
Fig. 4 shows the variation rates of resistance (∆R/R0) for the TE leg prepared by the optimal content of Bi0.5Sb1.5Te3 powder before and after anti-bending tests with different bending radius and bending cycles. As shown in Fig. 4(a), the resistance variation rates are almost 0 when the bending radius gradually decreases from 90 mm to 20 mm, and rapidly increases when the bending radius is less than 10 mm. As shown in Fig. 4(b), the resistance variation rates are less than 5% within 3000 bending cycles when the bending radius is 20 mm. The anti-bending test results indicate the as-prepared films have potential application in flexible TE devices.
![]()
Figure .Anti-bending tests of flexible films: (a) bending radius and (b) bending cycles
Fig. 5 shows the temperature distribution of the TE leg prepared by the optimal content of Bi0.5Sb1.5Te3 powder. As shown in Fig. 5, the TE leg could establish a hot end and a cold end when applied different currents. The temperature difference (DT) between the hot end (Th) and cold end (Tc) increases from 4.2 ℃ to 7.8 ℃ with the current increasing from 0.01 A to 0.05 A, showing potential application in planar cooling field. However, both the temperatures of hot end and cold end gradually increases with the current increasing due to Joule heat effect induced by the internal resistance of the TE leg. According to the thermodynamic analysis of TE cooling device[
![]()
Figure .Visual infrared images of the composite thick films measured with different currents (
3 Conclusions
A series of flexible Bi0.5Sb1.5Te3/epoxy composite thermoelectric thick films were successfully prepared on polyimide substrates by screen printing. It is discovered that the content of Bi0.5Sb1.5Te3 powder plays a vital role in improving the microstructure and electrical transport properties. The results indicate that as the content of Bi0.5Sb1.5Te3 powder increases, the electrical conductivity firstly increases and then decreases with the Seebeck coefficient remaining almost constant, and the power factor follows the same trend as the electrical conductivity. The optimized power factor reaches 1.12 mW·K-2·m-1, increased by 33% as compared with our previous work. The anti-bending test indicates that the resistance of the thick films remains unchanged when the bending radius is over 20 mm and slightly increases within 3000 bending cycles when the bending radius is 20 mm, implying that the as-prepared films have potential application in flexible thermoelectric devices. The cooling performance of a single TE leg was evaluated by applying different current. A temperature difference from 4.2 to 7.8 ℃ was observed under working current from 0.01 A to 0.05 A, showing potential application in planar cooling field.
References
[6] I CHOWDHURY, R PRASHER, K LOFGREE et al. On-chip cooling by superlattice-based thin-film thermoelectrics. Nat. nanotechnol, 4, 235-238(2009).
[7] F HAO, F QIU P, S TANG Y et al. High efficiency Bi2Te3-based materials and devices for thermoelectric power generation between 100 and 300 ℃. Energy & Environ Sci, 9, 3120-3127(2016).
[8] J DISALVO F. Thermoelectric cooling and power generation. Science, 285, 703-706(1999).
[11] B XU, T AGNE M, L FENG T et al. Nanocomposites from solution- synthesized PbTe-BiSbTe nanoheterostructure with unity figure of merit at low-medium temperatures (500-600 K). Adv.Mater, 29(2017).
[12] J ZHU T, P HU L, B ZHAO X et al. New insight into intrinsic point defects in V2VI3 thermoelectric materials. Adv. Sci, 3(2016).
[13] D MADAN, A CHEN, K WRIGHT P et al. Dispenser printed composite thermoelectric thick films for thermoelectric generator application. J. Appl. Phys, 109(2011).
[14] D MADAN, Q WANG Z, A CHEN et al, 104(2014).
[15] J KIM S, H WE J, J CHO B. A wearable thermoelectric generator fabricated on a glass fabric. Energy & Environ Sci, 7, 1959-1965(2014).
[16] T VARGHESE, C HOLLAR, J RICHARDSON et al. High-performance and flexible thermoelectric films by screen printing solution-processed nanoplate crystals. Sci. Rep, 6(2016).
[17] H WU, X LIU, P WEI et al. Fabrication and characterization of brush-printed p-type Bi0.5Sb1.5Te3 thick films for thermoelectric cooling devices.. Electron. Mater, 46, 2950-2957(2016).
[23] X GUO, X JIA, J QIN et al. Fast preparation and high thermoelectric performance of the stable Bi0.5Sb1.5Te3 bulk materials for different synthesis pressures. Chem. Phys. Lett, 610, 204-208(2014).


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20