
Junyuan Huang, Zejun Shen, Lixin Zhang, Songbo Wei, Yingying Yang, Shijia Zhu, Jie Qian, Lin Chen. Applications of Laser Surface Treatment Technologies in Petroleum Machinery[J]. Laser & Optoelectronics Progress, 2019, 56(6): 060005
- Laser & Optoelectronics Progress
- Vol. 56, Issue 6, 060005 (2019)
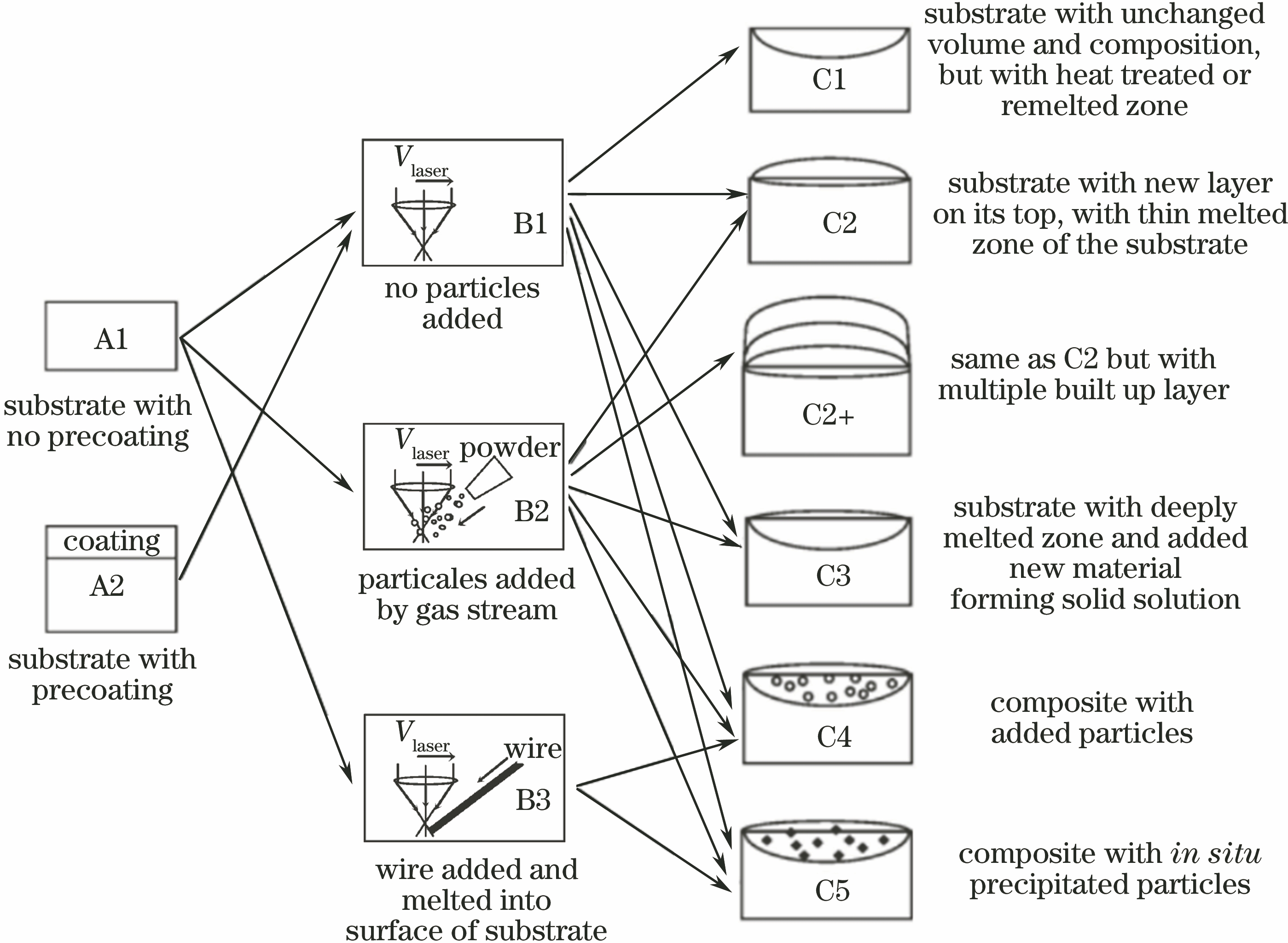
Fig. 1. Classification of laser surface treatment technologies
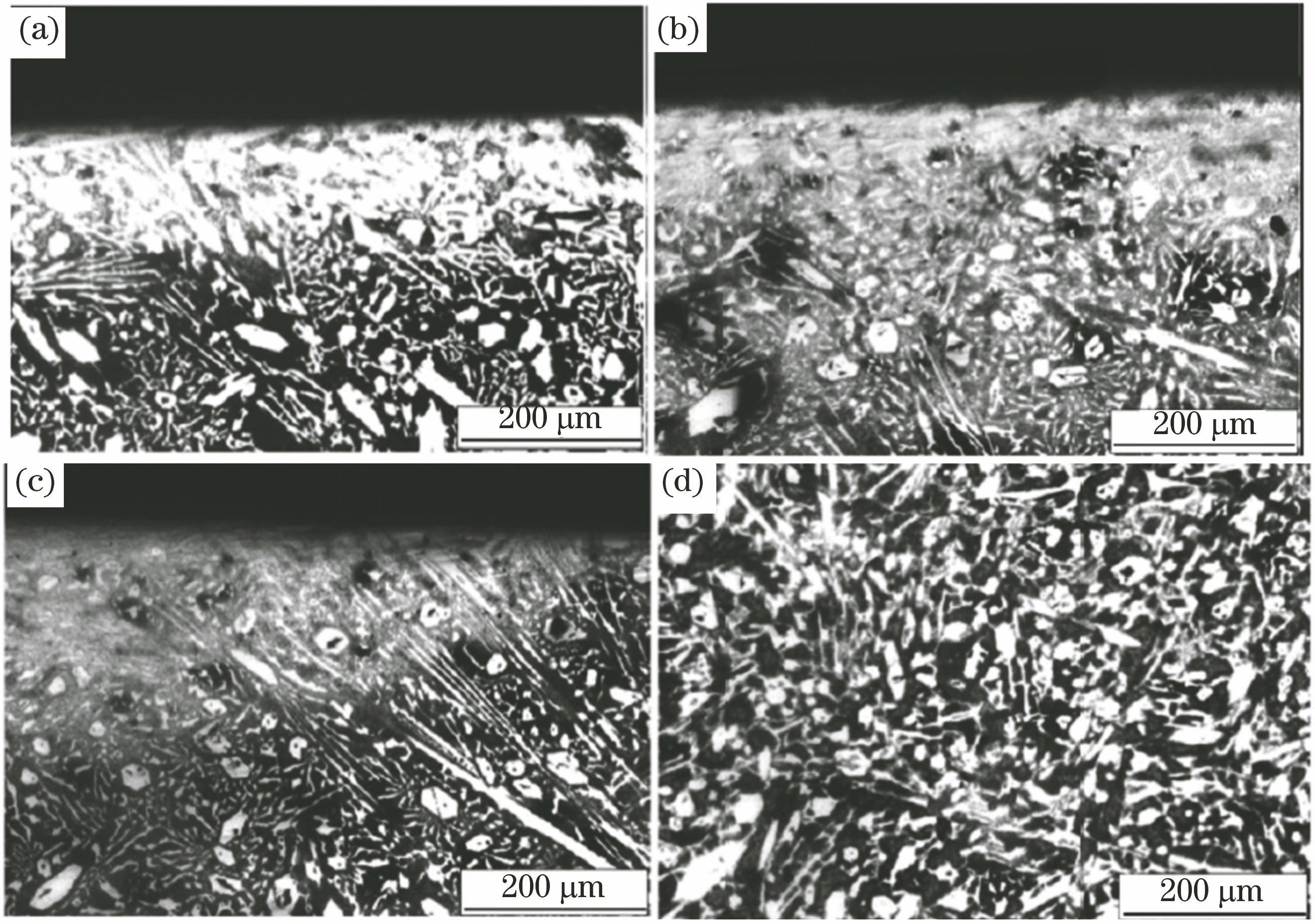
Fig. 2. Microstructures. (a) Laser hardened microstructure; (b) metallographic microstructure in laser hardened region; (c) boundary microstructure in laser hardened region; (d) metallographic phase in matrix microstructure
Fig. 3. Schematic of laser cladding process[44]
Fig. 4. Abrasion loss of laser cladding layer and 20CrMo matrix
Fig. 5. Relationship between Mo content and hardness of alloyed layer
Fig. 6. Schematic of laser shock[54]
Fig. 7. Influence of 45# steel surface texture on friction factor (52HRC)[36]
Fig. 8. Influences of laser parameters on pit diameter and depth. (a) Number; (b) speed; (c) power; (d) frequency
|
Table 1. Applications of laser surface treatment in petroleum machinery
|
Table 2. Comparison between laser quenching and other common surface quenching methods
|
Table 3. Detection and comparison of dimensional limit deviations of ?73.02 mm N80 tubing before and after laser quenching[40]

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20