
Yingwei Zhang, Jing Wang, Quanwei Sun, Qian Bai, Hefeng Ling, Xiaodan Li. Process Parameters of Additive and Subtractive Hybrid Manufacturing for GH3536 Superalloy[J]. Laser & Optoelectronics Progress, 2024, 61(9): 0914001
- Laser & Optoelectronics Progress
- Vol. 61, Issue 9, 0914001 (2024)
Fig. 1. ASHM machine
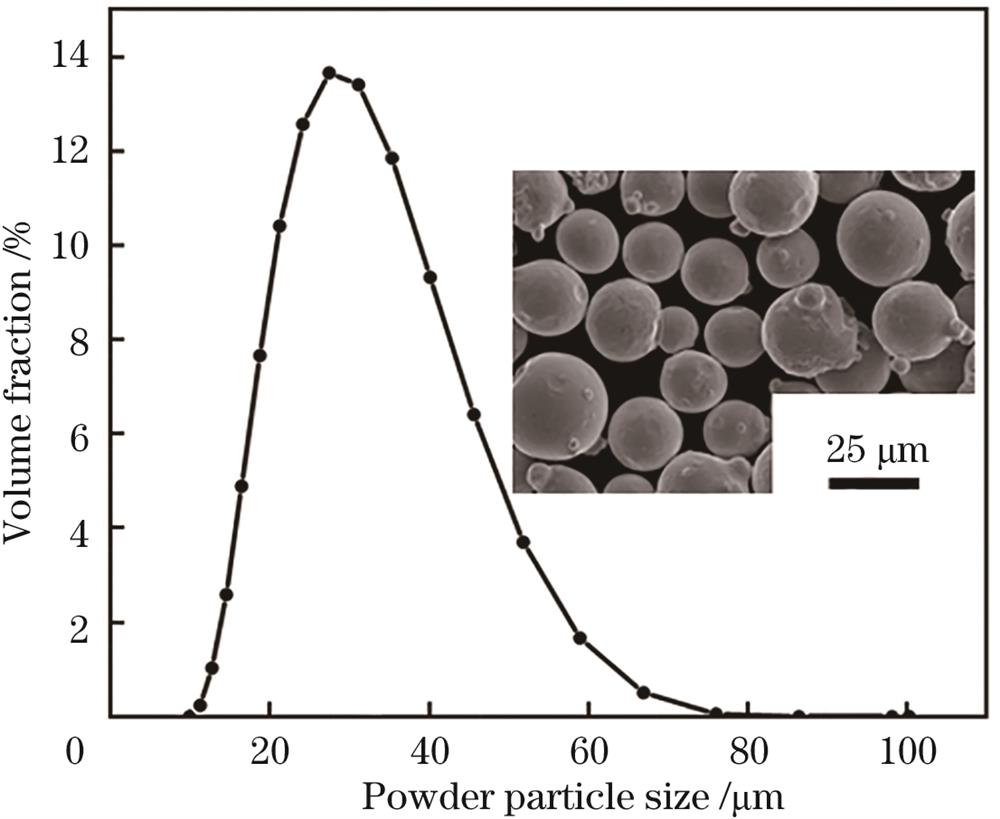
Fig. 2. SEM and particle size distribution of GH3536 powder
Fig. 3. Regular relationship between laser volume energy density and relative density of GH3536 [insets (a)(b)(c) show the blowhole defects, free of all defects and spheroidization defects]
Fig. 4. Additive surface morphologies of GH3536 sample formed by SLM. (a)(b) SEM images of the original additive surface; (c) original additive surface morphology by white light interferometer
Fig. 5. Microstructure of additive GH3536 sample formed by SLM. (a) Optical microscopic image after polishing; (b)‒(f) SEM and EBSD images of the microstructure after corrosion
Fig. 6. Sample preparation model and tool selection scheme for GH3536 by ASHM. (a) Sample model; (b) cutting tool types
Fig. 7. Schematic diagrams of milling with different types of tools and roughness of the processed sample surface. (a) Ball end milling tool, (b) round nose milling tool; (c) flat end milling tool; (d) roughness of the surface processed by ball end milling tool; (e) roughness of the surface processed by round nose milling tool; (f) broken fracture of flat end milling tool
|
Table 1. Chemical composition of GH3536 superalloy powder
|
Table 2. SLM forming process parameters of GH3536 superalloy
|
Table 3. Milling process parameters of GH3536

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20