
Ruiwen Geng, Qiming Xie, Wanqing Zhang, Jie Kang, Yueqing Liang, Xiaojing Yang, Rui Li. Study on the material removal mechanism of ZnSe crystal via ultra-precision diamond turning[J]. Infrared and Laser Engineering, 2021, 50(6): 20200403
- Infrared and Laser Engineering
- Vol. 50, Issue 6, 20200403 (2021)

Fig. 1. Experimental step-ups and schematic of cutting experiments. (a) the ultra-precion lathe; (b) enlarged view of workpiece; (c) the machined groove of plunge-cutting test; (d) schematic of machined surface for face-turning test
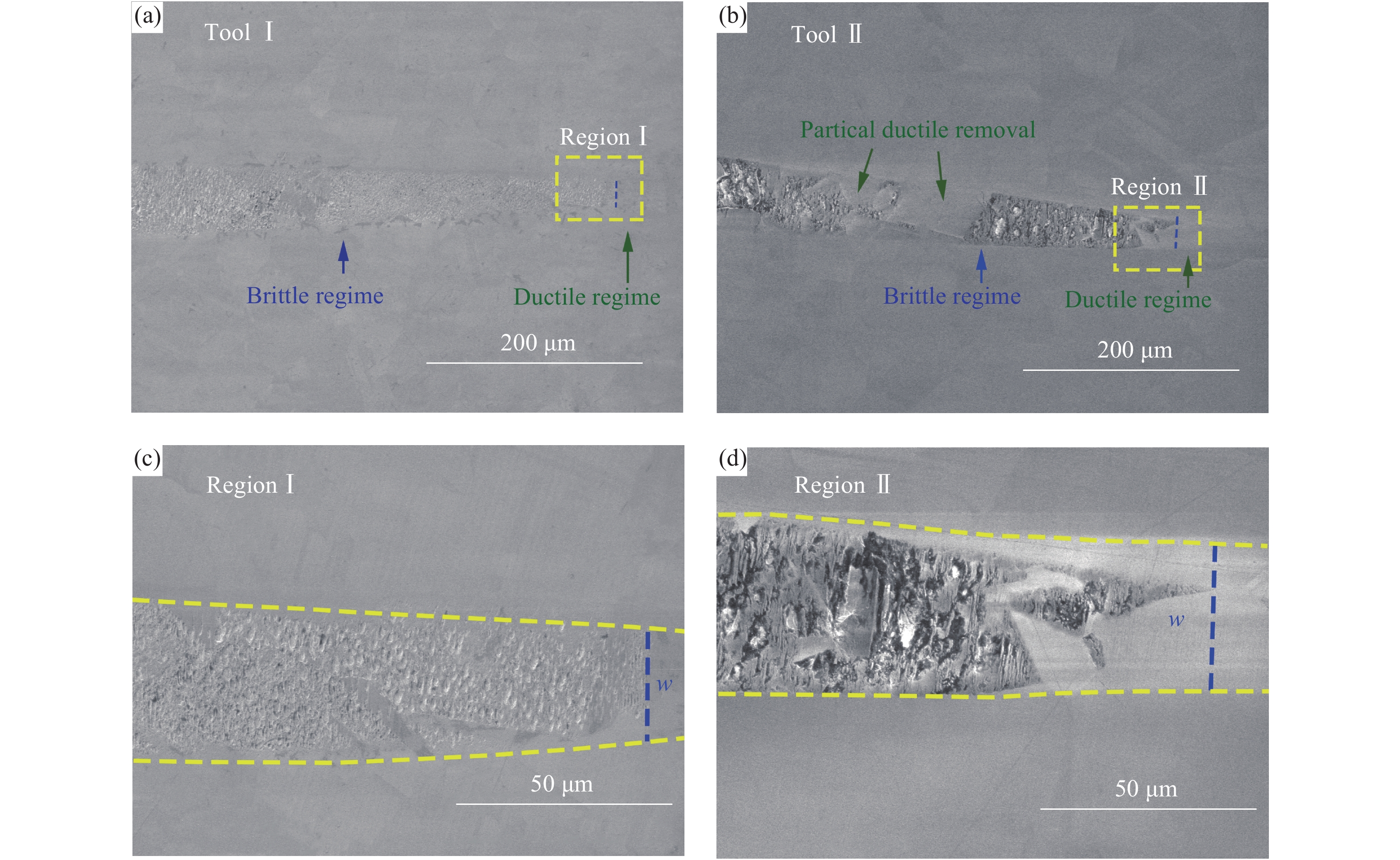
Fig. 2. Typical FESEM image of ZnSe crystal machined groove by using. (a) tool I with 0° rank angle; (b) tool II with −25° rank angle; (c) Enlarged region I; (d) Enlarged region II
Fig. 3. Ductile-brittle transition depth by using tool I and tool II
Fig. 4. Schematic of the tool-workpiece contract in ultra-precision machining
Fig. 5. 2D counter plot of h max vs depth of cut and feed rate
Fig. 6. FESEM image of surface morphology under different feed rates. (a) 2 μm/rev; (b) 1.5 μm/rev; (c) 1 μm/rev; (d) 0.5 μm/rev
Fig. 7. Mechanism of surface damage formation: (a) Step-liked cracks; (b) Micro-pits
Fig. 8. 3D surface morphany at different feed rates. (a) 2 μm/rev; (b) 1.5 μm/rev; (c) 1 μm/rev; (d) 0.5 μm/rev
Fig. 9. Surface roughness under different feed rates
Fig. 10. Raman spectra of the machined surface under different feed rates
Fig. 11. Raman spectra of the chips under different feed rates
|
Table 1. Material properties of ZnSe crystal[21]
|
Table 2. Cutting tool parameters and experimental condition


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20