
Xiaodong Liu, Liang Chen, Xizhao Wang, Zhengjun Xiong. Micromilling Blind Holes in Al2O3 Ceramics Using UV Laser[J]. Laser & Optoelectronics Progress, 2021, 58(5): 0514005
- Laser & Optoelectronics Progress
- Vol. 58, Issue 5, 0514005 (2021)
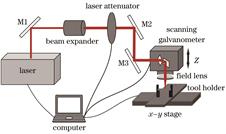
Fig. 1. Experimental setup for micro-milling processing with a UV nanosecond laser
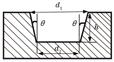
Fig. 2. Schematic cross-section of a Al2O3 ceramic blind hole
Fig. 3. Scanning diagram of the laser beam
Fig. 4. Results of optimal processing quality(1: photos of the hole; 2: microscopic diagram; 3: section diagram; 4: 3D morphology diagram). (a1)‒(a4) f1 =100 mm; (b1)‒(b4) f2 =160 mm; (c1)‒(c4) f3 =250 mm
Fig. 5. Schematic diagram of a field lens focusing
Fig. 6. Influence of focal length on taper angle
Fig. 7. Influence of laser parameters on the taper angle. (a) Variation of taper angle with laser energy density; (b) variation of taper angle with scanning speed
Fig. 8. Influence of the laser energy density. (a)Variation of taper angle with energy density; (b)variation of bottom roughness with energy density
Fig. 9. Energy density distribution of a Gaussian beam
Fig. 10. Morphology of the hole bottom at different focal lengths. (a) f1 =100 mm; (b) f2 =160 mm ;(c) f3 =250 mm; (d) larger view of the circle in Fig. 10(c)
Fig. 11. Influence of scanning speed. (a) Variation of taper angle with scanning speed; (b)variation of the bottom surface roughness with scanning speed
Fig. 12. Influence of the number of repeat scanning. (a)Variation of taper angle with the number of repeat scanning; (b) variation of the bottom surface roughness with the number of repeat scanning
|
Table 1. Basic parameters of Al2O3 ceramics

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20