
Jun Wu, Dongdong Zhu, Richu Yang, Siyu Wu, Yan Huang, Yuliang Zhang. Parameters Optimization and Friction and Wear Properties for Laser Cladding Ni60AA Coating on 45 Steel Shaft Surface[J]. Laser & Optoelectronics Progress, 2021, 58(11): 1114008
- Laser & Optoelectronics Progress
- Vol. 58, Issue 11, 1114008 (2021)

Fig. 1. Coaxial powder feeding laser forming system
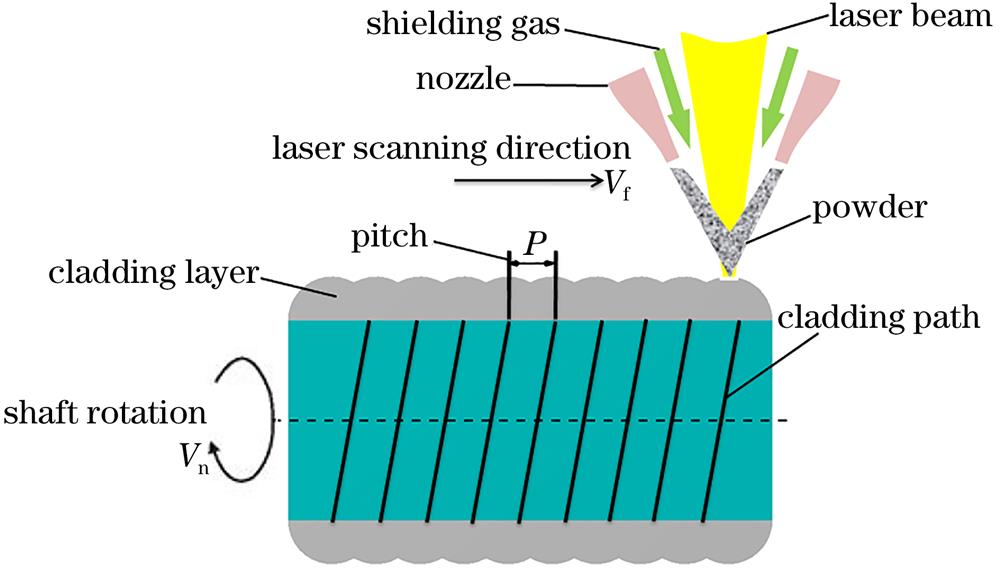
Fig. 2. Laser cladding principle of shaft parts
Fig. 3. Effects of laser power on morphologies and properties of cladding coating. (a) Morphologies of cladding coating; (b) variation of thickness, dilution ratio and micro-hardness with laser power
Fig. 4. Effects of powder feeding rate on morphologies and properties of cladding coating. (a) Morphologies of cladding coating; (b) variation of thickness,dilution ratio and micro-hardness with powder feeding rate
Fig. 5. Effects of shaft speed on morphologies and properties of cladding coating. (a) Morphologies of cladding coating; (b) variation of thickness, dilution ratio and micro-hardness with shaft speed
Fig. 6. Microstructures and micro-hardness of cladding coating. (a) Bottom region; (b) middle region; (c) top region; (d) micro-hardness distribution along depth direction
Fig. 7. Friction coefficient of cladding coating at different temperatures. (a) 35 ℃; (b) 80 ℃; (c) 125 ℃
Fig. 8. Friction coefficient of 45 steel at different temperatures. (a) 35 ℃; (b) 80 ℃; (c) 125 ℃
Fig. 9. Wear rate of laser cladding coating and 45 steel at different temperatures
Fig. 10. Wear scar morphologies of substrate and cladding coating. (a) Wear surface of substrate; (b) wear surface of cladding coating; (c) three-dimensional profile of wear scar of matrix; (d) three-dimensional profile of wear scar of cladding layer
|
Table 1. Chemical composition of Ni60AA powder
|
Table 2. Parameter for single-factor test
|
Table 3. Powder feeding rate corresponding to different powder disc speeds
| |||||||||||||||||||
Table 4. Experimental factors and levels
|
Table 5. Orthogonal experiment scheme
|
Table 6. Orthogonal experiment result
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 7. Range analysis
|
Table 8. Matrix analysis of various factors and levels
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 9. EDS scanning at different positions in Fig. 6
|
Table 10. Wear scar width of substrate and cladding layer

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20