
Ketai He, Liu Zhou, Lechang Yang. Microstructure and Mechanical Properties of 316L Stainless Steel in the Selective Laser Melting[J]. Laser & Optoelectronics Progress, 2020, 57(9): 091404
- Laser & Optoelectronics Progress
- Vol. 57, Issue 9, 091404 (2020)
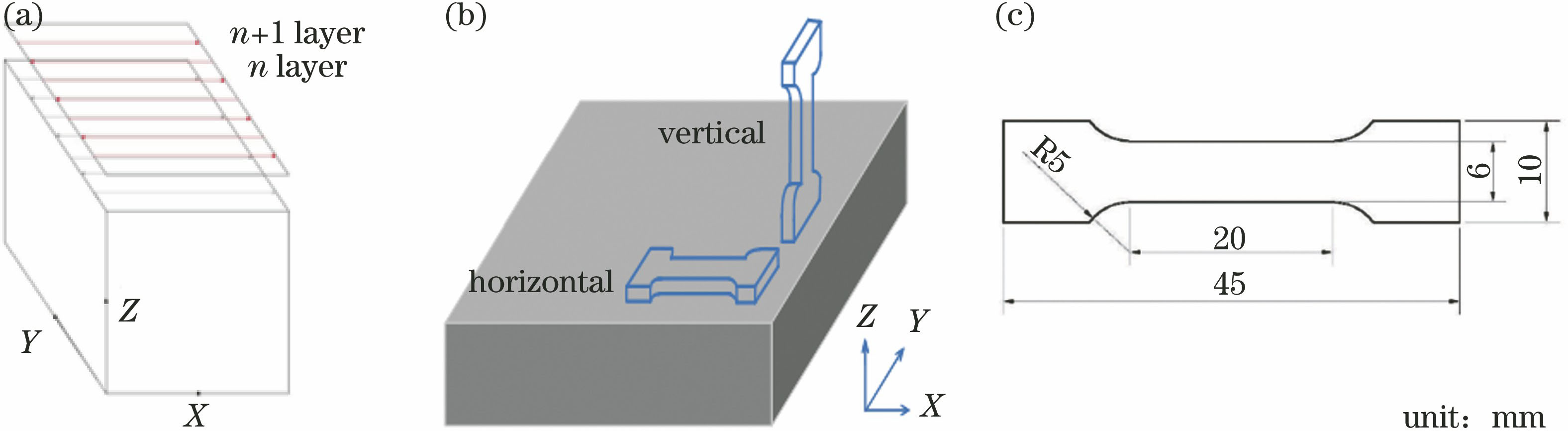
Fig. 1. Schematic of print parameters and tensile sample. (a) Schematic of laser scanning direction; (b) schematic of building orientations; (c) schematic of three-dimensional size
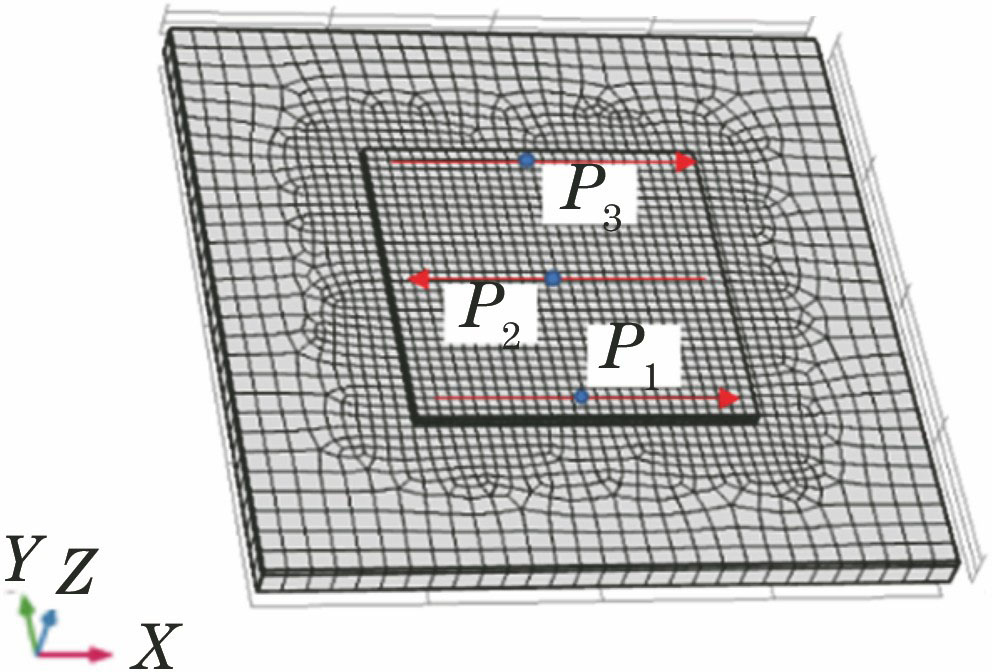
Fig. 2. Three-dimensional finite element model of temperature field
Fig. 3. Influence of processing parameters on densification of formed materials. (a) Porosity of different samples; (b) temperature curves at different scanning speeds
Fig. 4. Temperature distribution curves along Y-axis and Z-axis at different scanning speeds and optical micrographs of samples when v=700 mm/s. (a) Temperature distribution along Y-axis; (b) optical micrograph of XY-plane; (c) temperature distribution along Z-axis; (d) optical micrograph of YZ-plane
Fig. 5. FE-SEM images showing characteristic microstructures of SLM when v=700 mm/s. (a) SEM of longitudinal section (YZ-plane); (b) temperature cloud picture of cross section; (c) schematic of longitudinal section; (d) temperature distribution along the line OA, OB, and OC; (e) curves of temperature and cooling rate changed with time at P2
Fig. 6. Temperature gradient along different directions when the laser is running to points P1,P2, and P3. (a) X-direction; (b) Z-direction
Fig. 7. Inverse pole figures with respect to Z (build direction) and X (scanning direction) and corresponding pole figures. (a)(b) XY plane; (c)(d) YZ plane
Fig. 8. Grain size distribution in XY-plane and YZ-plane
Fig. 9. Kernel average misorientation in different planes. (a) XY-plane; (b) YZ-plane
Fig. 10. Orientation difference distribution at grain boundary in different planes. (a) XY-plane; (b) YZ-plane
Fig. 11. Tensile properties of the 316L stainless steel samples manufactured by SLM. (a) Stress-strain curves; (b) tensile properties of vertical and horizontal directions
|
Table 1. Chemical composition of 316L powder
|
Table 2. Parameters in the finite element analysis
|
Table 3. Length (L), width (W), and depth (H) of molten pool at different scanning speeds
|
Table 4. Tensile properties at room temperature of 316L fabricated by SLM

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20