
Zhanjiang Zhai, Lin Zhao, Yun Peng, Jiao Zhu, Yang Cao. Low Cycle Fatigue Behavior of Laser Welded DP980 Steel Joints[J]. Chinese Journal of Lasers, 2021, 48(18): 1802003
- Chinese Journal of Lasers
- Vol. 48, Issue 18, 1802003 (2021)
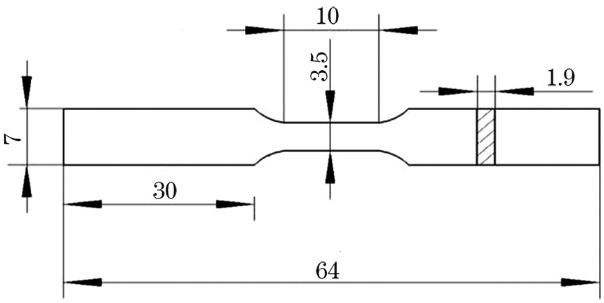
Fig. 1. Dimensions of fatigue specimen
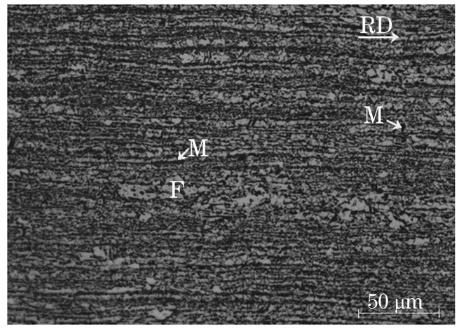
Fig. 2. Microstructure of DP980 steel
Fig. 3. Morphologies of welding joints under different heat inputs. (a) 80 J·mm-1; (b) 100 J·mm-1; (c) 133 J·mm-1
Fig. 4. Microhardness profiles of DP980 welding joints under different heat inputs
Fig. 5. Typical tensile failure locations of DP980 welding joints and base material. (a) Base material; (b) L1 sample; (c) L2 sample; (d) L3 sample
Fig. 6. Relationship between total strain amplitude and 2Nf for base material and DP980 welding joints
Fig. 7. Microstructures of L2 sample. (a) Weld zone, supercritical HAZ, and intercritical HAZ; (b) subcritical HAZ
Fig. 8. Microstructures of subcritical HAZ under different heat inputs. (a) 80 J·mm-1; (b) 100 J·mm-1; (c) 133 J·mm-1
Fig. 9. Variation of stress amplitudes of base material and DP980 welding joints under different strain amplitudes with numbers of cycles. (a) Base material; (b) L1 sample; (c) L2 sample; (d) L3 sample
Fig. 10. Stabilized hysteresis loops at half fatigue life
Fig. 11. Low-cycle fatigue specimens of base material and joints
Fig. 12. Fatigue fracture domains of L2 and L3 samples. (a) Subcritical HAZ near L2 fracture; (b) subcritical HAZ near L3 fracture
Fig. 13. Macroscopic fatigue fracture morphologies of base material and welding joints when Δεt/2=0.3%. (a) Base material; (b) L1 sample; (c) L2 sample; (d) L3 sample
Fig. 14. Microscopic fatigue fracture morphologies of base material and welding joints when Δεt/2=0.3%. (a) Base material; (b) L1 sample; (c) L2 sample; (d) L3 sample
Fig. 15. Macroscopic fatigue fracture morphologies of welding joints of L3 sample under different strain amplitudes. (a) Δεt/2=0.25%; (b) Δεt/2=0.3%; (c) Δεt/2=0.4%; (d) Δεt/2=0.5%
Fig. 16. Microscopic fatigue fracture morphologies of welding joints of L3 sample under different strain amplitudes. (a) Δεt/2=0.25%; (b) Δεt/2=0.3%; (c) Δεt/2=0.4%; (d) Δεt/2=0.5%
|
Table 1. Welding parameters
|
Table 2. Mechanical properties of DP980 steel and welding joints
|
Table 3. Low cycle fatigue parameters of DP980 steel and welding joints

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20