Objective The fatigue properties of automobile body structural materials should be considered in design and material selection when the automotive body experiences a cyclic load. When the plastic deformation occurs under a certain cyclic load, the fatigue cracks initiate more easily from the stress concentration zone where the plastic deformation occurs. Therefore, it is very important to understand the low cycle fatigue performance of automotive steels. Under the condition of plastic deformation, the laser welded joints of automotive steel possibly undergo the process of cyclic hardening or cyclic softening, and they possibly maintain a cyclic saturation stage, so the strain-life curve and the hardening-softening behavior of a periodic cycle become a basis for material selection. After laser welding, the welding joints of DP980 steel are composed of fusion zone and heat affected zone (HAZ). The study of DP980 steel welding joints shows that the subcritical HAZ softening is due to the formation of tempered martensite. In this paper, DP980 steels are welded using a 2 kW fiber laser at different welding speeds with a constant laser power and defocus quantity. Three welding joints are obtained by adjusting welding speed. By studying the low cycle fatigue properties of base material and welded joints, it is a great significance to select suitable welding parameters.
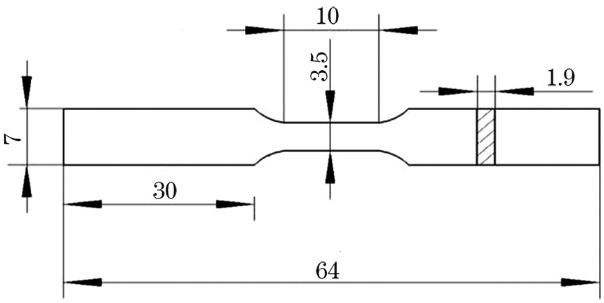
Methods Firstly, the laser welding experiment of DP980 steels was carried out using a YSL-2000 fiber laser system. The laser welding parameters were listed in Table 1. The welding direction was parallel to the rolling direction of base material. Second, the specimens were cut from the welding cross-sections and then mounted, ground, polished, and etched with 4% (volume fraction) Nital solution. The microstructures of welding joints were observed by an optical microscope (OM) and scanning electron microscope (SEM). The Vickers microhardness of welding joints was measured on etched specimens by the microhardness tester under a 100g load and a 10 s dwell time. Third, the dimensions of fatigue specimens were machined as shown in Figure 1. Lastly, the fracture surfaces were observed by SEM to examine the failure locations and fracture surface morphologies.
Results and Discussions The welding joints are composed of fusion zone, supercritical HAZ, intercritical HAZ, and subcritical HAZ (Fig. 3). From the fusion zone to the base material, the microhardness decreases firstly and then increases (Fig. 4). The static tensile failure positions of welding joints are all in subcritical HAZ (Fig. 5). Under the same strain amplitude, the base material has the best anti-fatigue property. When the stain amplitude Δεt/2≤0.4%, the fatigue life of the 80 J/mm welding joint is better than those of the 100 J/mm and 133 J/mm welding joints (Fig. 11). When the strain amplitude Δεt/2=0.5%, the fatigue life of three laser welded joints is similar (Fig. 6). When the strain amplitude Δεt/2≥0.3%, the base material and the laser welded DP980 joints undergo three stages of cyclic softening stage, saturation stage, and cyclic softening stage. When the strain amplitude Δεt/2=0.25%, the base material and the laser welded DP980 joints undergo four stages of cyclic hardening stage, cyclic softening stage, cyclic saturation stage, and cyclic softening stage (Fig. 9). For the 100 J/mm and 133 J/mm welding joints, the fatigue fracture zone is located in the subcritical HAZ (Fig.11). The tempered martensite and a large amount of carbides are near the fracture surface, and a certain number of voids are formed near the fracture surface (Fig. 12). The fatigue fractures are composed of the fatigue crack initiation region, the crack propagation region, and the final fracture region. The base material and the 80 J/mm welding joint have a single crack source, and the crack propagation zone is radial. The 100 J/mm and 133 J/mm welding joints have a multi-source crack source, and the crack propagation zone is flat (Fig. 13). With the increase of strain amplitude, the cumulative damage of plastic deformation is more obvious, the spacing of secondary cracks becomes larger, and the fatigue striation is not obvious on the fracture surface. The fracture surface of the crack propagation region is of brittle fracture, which is sugar-like. The fracture surface is characterized by transgranular fractures (Fig. 14).
Conclusions The microstructure and fatigue properties of laser welded DP980 steel joints under three different heat inputs have been studied. The results show that the subcritical heat affected zone is the main place of crack initiation for the 100 J/mm and 133 J/mm welding joints. When the stain amplitude Δεt/2≤0.4%, the 80 J/mm welding joints have a better anti-fatigue property. The fatigue crack propagation zones have fatigue striation. Fatigue fracture mode is a transgranular fracture.