
Peixin Hu, Lu Yao, Qitao Lü, Encai Ji, Zilin Nie, Zhengdi He. Ultra-Fast Laser Milling Technology for VITA MARK II Dental Glass Ceramics[J]. Laser & Optoelectronics Progress, 2020, 57(5): 051402
- Laser & Optoelectronics Progress
- Vol. 57, Issue 5, 051402 (2020)
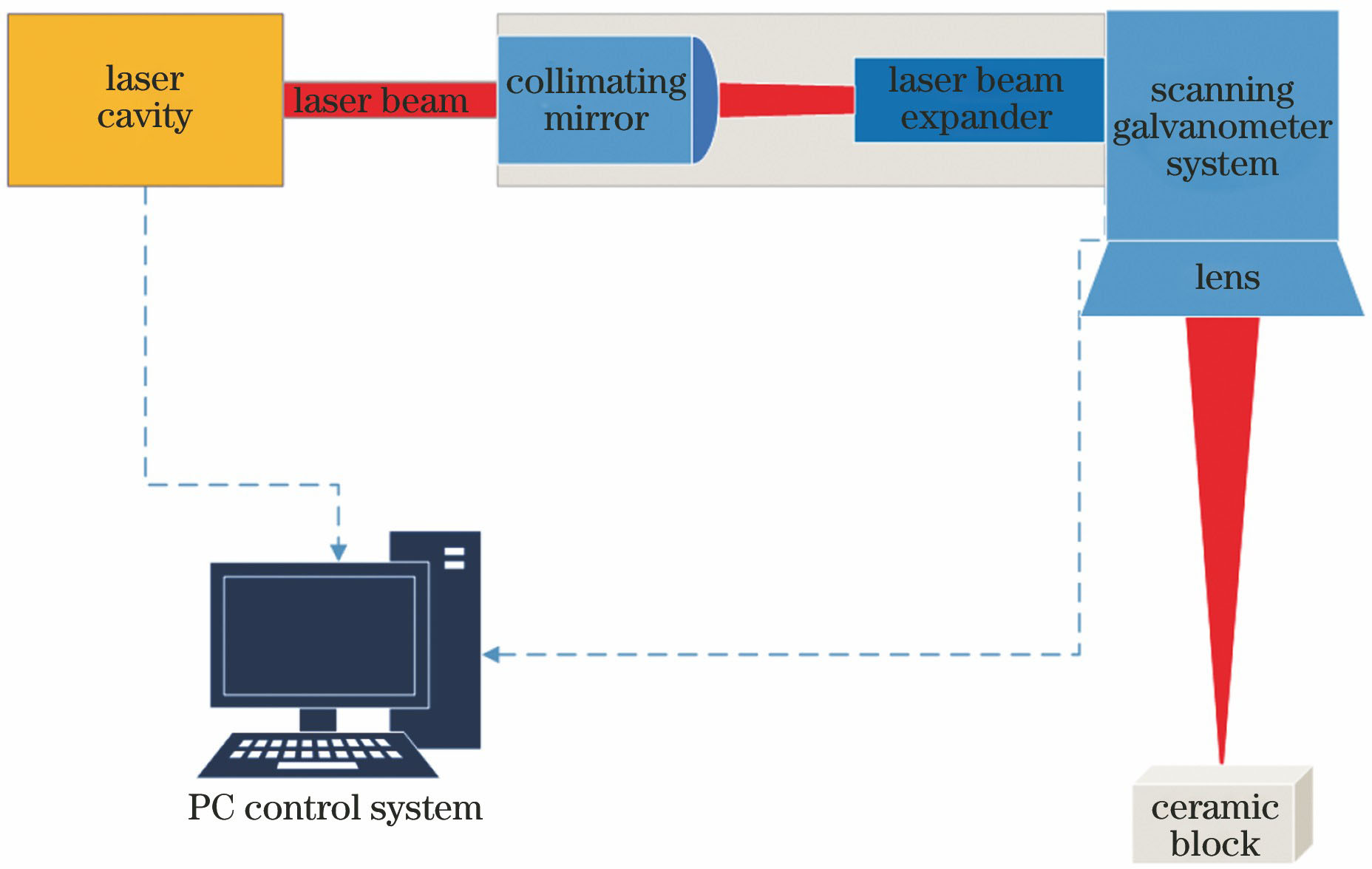
Fig. 1. Schematic of experimental structure of laser system
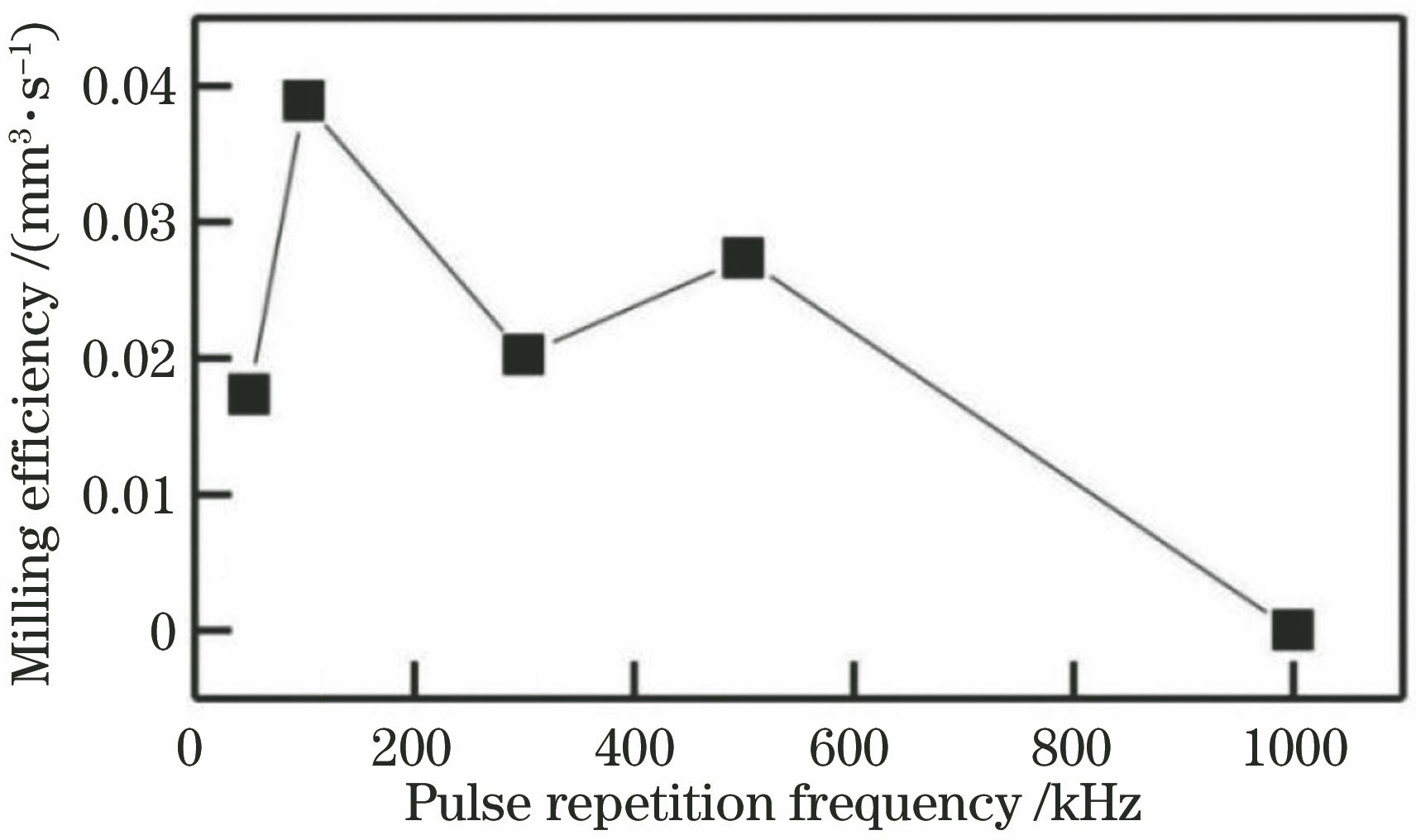
Fig. 2. Milling efficiency of VITA MARK II with different repetition frequencies at the scanning speed of 300 mm/s
Fig. 3. Pulse milling amount of VITA MARK II varying with the pulse energy intensity
Fig. 4. Experimental results in the condition of repetition frequency of 100 kHz and scanning speed of 100 mm/s:(a) Machined surface topography; (b) 3D model; (c) depth measurement result
Fig. 5. Change of milling efficiency of VITA MARK II at the pulse repetition frequency of 100 kHz. (a) Milling efficiency changed with the scanning speed; (b) milling efficiency changed with the pulse energy per unit distance
Fig. 6. Schematic of laser pulse scanning processing
Fig. 7. Processing effect of VITA MARK II by ultrafast laser under different conditions. (a) Repetition frequency; (b) scanning speed
Fig. 8. Machined topography (×30) with different repetition frequencies in the condition of scanning speed of 300 mm/s. (a) 50 kHz; (b) 100 kHz; (c) 300 kHz; (d) 500 kHz
Fig. 9. Machined topography (×20) with different scanning speeds in the condition of repetition frequency of 300 mm/s. (a) 50 mm/s; (b) 100 mm/s; (c) 150 mm/s; (d) 200 mm/s; (e) 300 mm/s; (f) 400 mm/s
Fig. 10. Experimental results in the condition of repetition frequency of 100 kHz and scanning speed of 200 mm/s. (a) Machined surface topography; (b) 3D model; (c) depth measurement result
Fig. 11. Relationship between pulse energy density and processing depth in the condition of pulse number per unit distance is 500 pulse/mm
| ||||||||||||||||||||||||||
Table 1. Key physical properties of dental VITA MARK II glass-ceramic block
|
Table 2. Output power and pulse energy intensity of 5 W infrared femtosecond laser at different pulse repetition frequencies
|
Table 3. Processing depth of laser pulse single line scanning in the condition of 500 pulse/mm

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20