Objective Because of the high pollution, low efficiency, and long processing cycle in the chemical etching of surface texturing, the surface texturing of brass material was processed by laser-machining technology. Laser surface texturing process and its mechanism for brass material under the action of long-pulse laser (LPL) were investigated, which helped in the processing of brass material surface texturing by LPL in practical engineering applications.
Methods A thermal model for surface texturing was established based on Neumann boundary conditions. The reflectivity, refractive index, and extinction coefficient of material surface under the action of LPL and the absorptivity of materials under different temperatures and wavelengths, surface vapor pressure, liquid mass mobility, and forming efficiency were analyzed. The effects of different parameters on thermal model, thermal stress, and damage threshold during LPL surface texturing were investigated, and the surface texturing formation mechanism was obtained using scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS) to analyze surface texture.
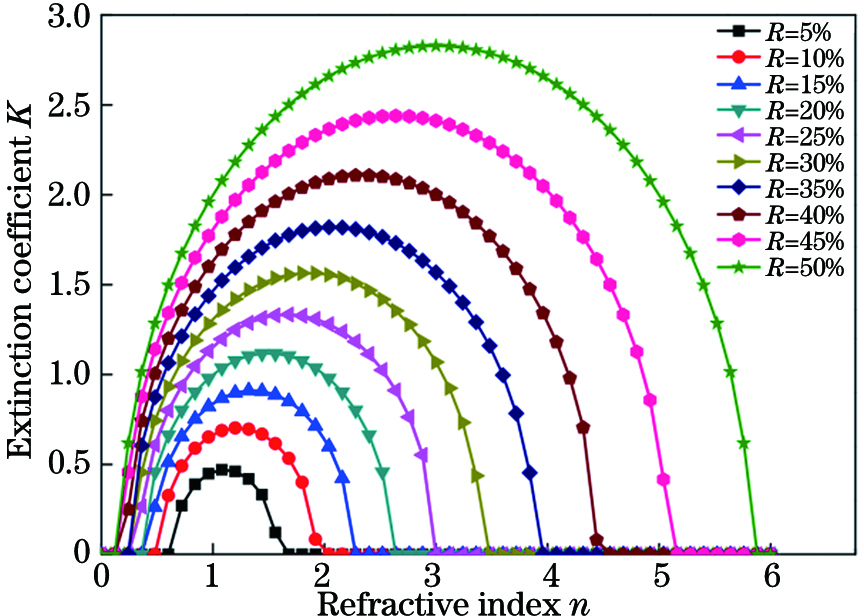
Results and Discussions The results show that to ensure lower reflectivity R (e.g., <15%) of the LPL energy on the surface of materials with normal laser incidence, the materials with extinction coefficient K in [0, 0.019] and refractive index n in the range of 1<n<2.5 should be selected (Fig. 1). The absorptivity of LPL energy on the material surface gradually decreases with the increase in wavelength but increases with the increase in temperature. The absorptivity of LPL energy for different materials under the same wavelength and temperature is also different (Aaluminum>Agold>Acopper>Asilver>Azinc) (Figs. 2 and 3). In addition, the temperature distribution during the LPL surface texturing process of brass material shows a symmetrical distribution in the shape of a “hat,” and the temperature at the center point (r=0 mm, z=0 mm) is the highest (Fig. 5). With the increase in laser radius and axial distance, the temperature gradually decreases, and the temperature of the heat conduction decreases with the increase of depth (Fig. 6). The narrower the pulse width, the stronger the vapor pressure and the more liquid mass mobility (Figs. 7 and 8); however, micropit-forming efficiency experienced three stages: stable (currently, LPL energy E<3 J, the material removal strategy is evaporation), rapid rise (currently, LPL energy 3 J≤E≤6 J, the material removal strategy is the combined effect of evaporation and splashing, and the micropit-forming efficiency is the highest when LPL energy E=6 J) and gradually decreases (currently, LPL energy E>6 J; the evaporation rate of material removal is almost the same as the liquid mass mobility. Once the material's evaporation rate is higher than the liquid mass mobility, the forming efficiency of micropits stops changing) (Fig. 9). Further research shows that compressive stress is an essential mechanism for the damage effect. The damage of brass is concentrated on the laser light spot, and circumferential thermal stress is the main factor causing damage of brass material (Fig. 10). The maximum radial circumferential compressive stress occurs at the laser light spot, and the material damage because of high power density and narrow pulse width is severe, whereas the axial circumferential compressive stress gradually decreases with the increase of depth and pulse width (Figs. 11 and 12). Thermal stress (compressive stress) damage of the material surface occurs before the melting damage, and the circumferential thermal stress is the main factor of diameter expansion (Fig. 13). However, as time passes, the damage of brass material is mainly caused by melting damage, and the melting damage is responsible for melting radial material (Fig. 15). In the process of laser surface texturing, along with the occurrence of hardening phenomenon(Fig. 16), the energy also presented a gradually decreasing trend from region 1# to region 3# in EDS analysis (Fig. 18). In addition, CuO and ZnO are generated (Fig.19) during the process of laser surface texturing.
Conclusions Laser machining is an effective method for the surface texturing of brass material. There are five stages in the formation process of laser surface texturing of brass material: ablation, melting, splashing, cooling, and forming. The local quenching area of micropit surface texturing formed by laser machining can promote the formation of martensite structure, which will eventually cause the brass surface to harden in the heat-affected zone, and the surface hardness is increased by 50%.