Objective Laser-arc hybrid welding technology has advantages of high welding efficiency and good joint quality. However, it is currently based on the paraxial composite, which has high requirements for welding direction, and the keyhole instability causes welding defects and other problems. Laser-arc coaxial composite welding has advantages of good heat source symmetry, stable welding process, high joint quality, and good reachability of the welding torch joint. However, research on laser-arc coaxial composite welding is limited because of the difficulty of welding torch head processing. There are two kinds of coaxial recombination, and the structure of passing a laser through a hollow tungsten electrode is relatively simple and easier to achieve than splitting the laser into two beams and then converging them at the focus. However, research on the composite arc characteristics of lasers and hollow tungsten inert gas (TIG) arc has not been reported. Therefore, the study on the characteristics of laser coaxial composite arc in this paper can provide theoretical support for technology development.
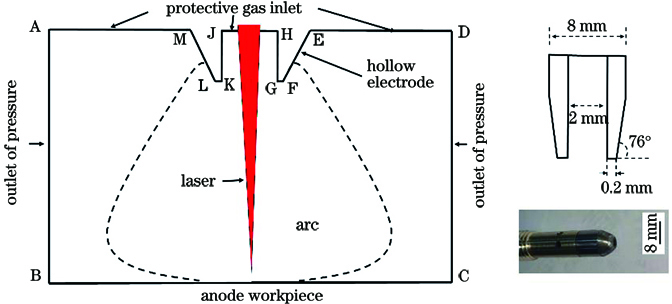
Methods The mathematical model of laser coaxial composite arc of a fiber continuous laser and 2 mm hollow TIG welding arc under steady-state conditions was established using GAMBIT software. The regional mesh was divided and the minimum mesh was 0.1 mm. The laser heat source, momentum source term, and energy source term were added, and reasonable material physical property parameters were set using user-defined functions (UDF) FLUENT software. The temperature field, velocity field, spatial pressure, electric field, and magnetic field distribution of the coaxial composite arc under 118-A current and 150-W laser power were calculated and compared with those of the hollow single TIG arc under the same conditions. Finally, experiments verify the penetration ability of laser coaxial composite arc.
Results and Discussions The calculation results show that compared with the hollow TIG arc, the maximum temperature and high-temperature area of the laser coaxial composite arc increase significantly. The arc’s upper part becomes wider and the arc height increases. The middle temperature above the arc is concave, and the arc’s middle high-temperature area is heart-shaped (Fig.2). The laser coaxial composite arc’s maximum temperature is 19240 K in the cathode region near the electrode, the temperature of the laser irradiation point reaches 18737 K, and the hollow TIG arc’s peak temperature is 15512 K (Fig 3). The flow peak velocity of laser coaxial composite arc plasma is 52 m/s, whereas that of hollow TIG arc is 43 m/s. The plasma flow velocity in the middle and upper parts of the laser coaxial composite arc is faster than that of the hollow TIG arc, but the surface velocity of the workpiece changes little (Fig. 4 and Fig. 5). The maximum pressure of the laser coaxial composite arc on the workpiece surface is 22 Pa, whereas that of the hollow TIG arc is 32 Pa (Fig. 6 and Fig. 7). The pressure of the laser irradiation spot increases. The temperature of the hollow tungsten electrode and pressure in the cavity increase under the action of laser; therefore, the flow of protective gas and plasma flow in the upper part of the laser coaxial composite arc speed up. The reduction in arc pressure can suppress welding defects, such as burning through and gnawing, but the arc stiffness might be reduced. The maximum voltage of the laser coaxial composite arc is -1.7 V, and that of the hollow TIG arc is -6 V. The electric field intensity is reduced by 72% (Fig.8 and Fig.9). The longitudinal magnetic field intensity of the laser coaxial composite arc decreases from 30 mT to 5 mT in the hollow TIG arc, and the transverse magnetic field decreases from 65.6 mT to 1.87 mT, and the transverse magnetic field changes direction (Fig.10 and Fig.11). Under the same current conditions, the surfacing welding penetration of laser coaxial composite arc and hollow TIG arc on Q345 steel is 0.8 mm and 0.5 mm and the widths are 4.3 mm and 4.0 mm, respectively (Fig. 13).
Conclusions In this study, FLUENT software was used to simulate the coaxial recombination of laser and hollow TIG arc. Compared with the hollow TIG arc, the peak temperature of the laser coaxial composite arc is increased by 24%, the width of the upper arc is increased, and the top center has a concave of 1.5 mm. The plasma velocity in the middle and upper parts of the laser coaxial composite arc is significantly faster, and the maximum velocity is increased by 21%. The increase in arc temperature and the pressure in the tungsten cavity is the main reason for plasma velocity acceleration, whereas the surface plasma velocity in the anode changes little. The pressure of the laser coaxial composite arc decreases by 31% on the anodic surface of the workpiece, and the pressure at the spots exposed by the laser increases. The electromagnetic field intensity of the laser coaxial composite arc decreases, and the transverse magnetic field direction is reversed. Compared with hollow TIG arc, laser coaxial composite arc has a better penetration ability under the same current conditions, welding depth, and melt width, and welding width increases by 60%, 12%, and 7%.