
Chenyang Wang, Feng Wang, Yingxiong Qin, Fangwei Wang, Xiao Yuan. Micro-spot-welding of copper sheets with an IR vortex beam[J]. Chinese Optics Letters, 2022, 20(4): 041404
- Chinese Optics Letters
- Vol. 20, Issue 4, 041404 (2022)
Abstract
1. Introduction
Pure copper (Cu) is widely applied in electronic applications as metallic conductors and even packaging materials due to its excellent electrical conductivity. The lithium battery is a key component in consumer electronics and battery-charged electric vehicles, where cells usually form modules and then a battery pack. The joining process is indispensable to offer a robust connection, and thus the Cu welding process is one of the key processes in battery production. Currently, laser micro-welding has already been one of the main means for Cu joining[
The infrared (IR) fiber laser with the wavelength of 1 µm is a kind of cost-effective laser that can perfectly complete the welding of most ferrous metals. However, there are still difficulties in welding non-ferrous metals such as Cu. Firstly, the absorption coefficient of Cu at 1 µm is as low as only about 4% at room temperature but increases obviously with the increase of temperature. When it changes from solid to liquid phases, the absorption coefficient reaches about 11%–16%, which is almost 3–4 times that at room temperature[
The vortex beam exhibits a powerful ability to rearrange the beam intensity distribution, and it can be generated by inserting designed phase-plates. In industry, it has great application prospects for information coding, communication, and micro-operation[
Sign up for Chinese Optics Letters TOC. Get the latest issue of Chinese Optics Letters delivered right to you!Sign up now
2. Experiments
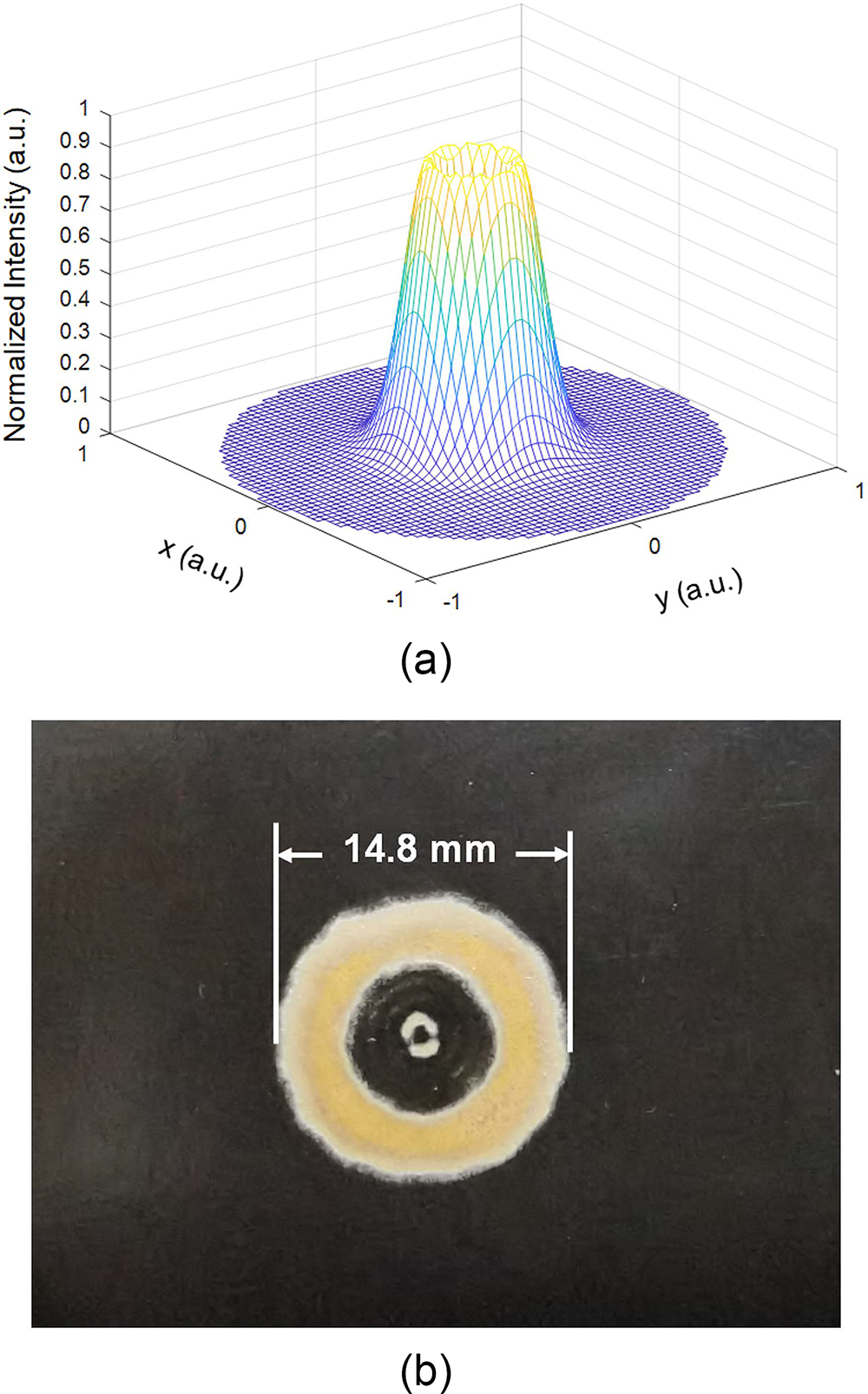
It is known that the electric field of a vortex beam can be expressed as a simple form[
![]()
Figure 1.(a) Simulated far-field intensity distribution and (b) photo of the beam far-field distribution at z = 10 m of the vortex beam.
The schematic diagram of the micro-welding of Cu sheets with the vortex beam is shown in Fig. 2. The laser used in the experiment is a QCW fiber laser model YLM-150/1500-QCW-MM-AC-Y12 by IPG Photonics Corporation. It works in pulse mode with the maximal peak power of 1500 W and maximal energy of 15 J. A Gaussian beam from the fiber laser is collimated and then focused on the surface of the two overlapped Cu sheets. A phase-plate of is inserted into the collimated beam between the collimating lens and the focusing lens to convert the Gaussian beam into a vortex beam.
![]()
Figure 2.Setup of the micro-welding of Cu sheets with the ring-shaped vortex beam.
To compare the welding performance with the vortex and the Gaussian beams, the Gaussian beam can be converted into the vortex beam and vice versa by inserting the phase-plate into and out of the light path, and then it is used to spot weld a Cu sheet with the thickness of 100 µm onto another Cu sheet with the thickness of 250 µm. The focus length of the focusing lens is 150 mm. The diameter of the Gaussian beam at the focus plane is around 250 µm, and that of the vortex beam is about 320 µm. Four spots were welded to form a square-like pattern with the spot pitch of 1 mm for each sample.
In the experiment, the pulse profile is edited as a trapezoid instead of rectangle, and the rising and falling edges of the pulse are about 1 ms, as shown in Fig. 3. The rising edge of the pulse is to preheat the surface of the Cu sheet to increase the absorption, and then the welding starts and keeps the laser power unchanged for several milliseconds. After that, the laser power is controlled to drop to zero in a millisecond to give the molten pool enough time to flow, which is helpful to expel bubbles from the molten pool and form a smoother welded surface.
![]()
Figure 3.Trapezoid laser pulse profile.
The joining tension was measured with a tension tensile testing machine NK-100/HSV-500. The upper and lower Cu sheets are clamped from left and right, respectively, and tension is applied. The failure tension is recorded as the joint tension.
3. Results and Discussions
3.1. Surface quality
An important indicator of welding quality is the surface quality, including the surface appearance and spatters. In the experiment, the laser peak power is 800 W and 1150 W for the Gaussian and the vortex beams, respectively. Figure 4 shows the pictures of the weld surfaces at four different welding phases with both the Gaussian and vortex beams, and the laser pulse width for each phase used in the experiment is listed under each picture. In the vortex beam welding, only the top Cu sheet is molten at the laser pulse width of 10.5 ms, and no welding happens, which is named “no-welded” here. When the pulse width is increased to 11.5 ms and thus the pulse energy to about 14.4 J, a small portion of the lower sheet melts due to heat conduction, forming a weak connection or “weak-welded.” Further increasing the pulse width to 12.5 ms and the pulse energy to about 15.5 J, an obvious molten pool is formed in the lower Cu sheet, but it is not welded through, and the joint exhibits a large tension or “good-welded.” When the pulse width is increased to 14.5 ms and the energy to about 17.8 J, the penetration or weld-through of the lower Cu sheet happens, which is defined as “over-welded.”
![]()
Figure 4.(a) Top-view pictures of the Cu sheets welded with the Gaussian and vortex beams at different welded phases by changing the welding pulse width. All welding is performed in air. (b) The “good-welded” spots with the vortex beam.
The Gaussian beam welding exhibited an obvious instability, as shown in pictures in the upper row in Fig. 4(a). In each Cu sheet welding, the laser pulse parameters of the four welding pots are the same with a measured instability of less than , but welding effects are obviously different. At least two differences can be observed in the picture: the melting spot size and the spatter, as shown in the upper left two pictures in Fig. 4(a). As mentioned above, the temperature at the central part increases faster and faster due to the Gaussian distribution and the temperature-dependent absorption, the Cu melts and then boils quickly to form a “key-hole,” and then the absorption reaches almost 100% in the key-hole, which causes strong ejecting. Moreover, the initial absorption is susceptible to accidental factors on the Cu surface such as oxidation, contamination, and material detects, which are amplified by the positive-feedback mechanism between the absorption and the temperature, which leads to different welding sizes and spatters. Thus, poor surface morphology, splash, and instability often occur in the Gaussian beam welding of Cu.
On the contrary, the vortex beam welding shows a much better welding surface quality and consistency of the welding spots. As shown in the lower row in Fig. 4(a), all four welding spots of each sample have a smoother surface, approximately with the same welding spot size, almost no spatter is generated, and the “good-welded” spots are shown more clearly in Fig. 4(b). The vortex beam has a ring-shaped intensity distribution, and the peak intensity in the ring is much smaller than that in the Gaussian distribution, as shown in Fig. 1. It is easy to calculate that the peak intensity of the Gaussian beam is about 3.5 times that of the vortex beam in these experiments, and the temperature in the vortex beam welding area tends to have a much smoother distribution than that of the Gaussian beam welding. It works mainly in so-called heat-conduction welding mode with the inherent advantage of much better welding quality: the energy density and thus the peak temperature in the laser spot area are not high enough to open a “key-hole,” the metal is mainly melted rather than vaporized, and there is no violent liquid and gas flow, so there is a smooth welding surface and almost no spatters. However, when the pulse width is as high as 14.5 ms and the pulse energy up to 17.8 J, the penetration welding mode starts, the lower sheet is welded through (over-welded), and obvious splashing happens, as shown in the last picture of the lower row in Fig. 4(a).
The surface morphology of the typical “good-welded” samples welded by the Gaussian and the vortex beams was measured with a laser microscopic measurement system, VK-X100, from KEYENCE. Violent ejections happen, resulting in large spatters and a rugged weld surface in the Gaussian beam welding, which is a typical surface feature of key-hole welding, as shown in Fig. 5(a). But, in the vortex beam welding, a much smoother weld surface was obtained without observable spatters, as shown in Fig. 5(b), which also illustrates that the welding works mainly in heat-conduction welding mode.
![]()
Figure 5.Typical 3D graphs of the surfaces for good-welded Cu sheets with (a) the Gaussian and (b) vortex beams.
3.2. Welding pool
The shapes of the weld pools for both the Gaussian and the vortex beams welding were checked, and the cross sections of the typical “good-welded” pools are shown in Fig. 6. For the Gaussian beam welding, the depth-width ratio of the molten pool is almost of two, as shown in Fig. 6(a), which is a typical characteristic of “key-hole welding”[
![]()
Figure 6.Welding pools of (a) the Gaussian and (b) vortex beams.
3.3. Joining tension
In many applications, the joint tension is one of the most important indicators for welding quality. To find the optimal welding parameters, the tensions between the welded Cu sheets were measured at different fluence of defocusing, peak power, and pulse width.
Figure 7(a) shows the measured results of the tensions welded with the Gaussian and the vortex beams at different peak powers at the pulse widths of 6.5 ms and 12.5 ms, respectively. When the pulse power reaches 700 W and 1050 W with the pulse energy of 4.6 J and 13.1 J, respectively, the Gaussian and the vortex beams realize a weak-welding phase. Considering the welding-spot sizes of about 250 µm and 350 µm for the Gaussian and vortex beams, the corresponding energy densities are and , respectively. It means that relatively lower energy density is required to start welding with the Gaussian beam. The optimal peak power for the Gaussian and the vortex beam welding is 800 W and 1150 W, so the optimal energy density is and , respectively. The optimal energy density of the Gaussian beam is also lower than that of the vortex beam. In the Gaussian beam welding, the temperature in the center is much higher due to the intensity distribution and the temperature-dependent absorptivity, which leads to a lower average energy density to open a key-hole, and then the absorption inside of the key-hole reaches almost 100%. However, such an energy-density level only allows the vortex beam to work in the heat-conduction welding mode due to the relatively lower peak intensity in the ring-shaped distribution. Figure 7(b) shows the measurement results of the joining tensions with varying pulse widths at the laser peak powers of 800 W and 1150 W for the Gaussian and the vortex beams, respectively, and the optimal pulse widths are confirmed to be 6.5 ms and 12.5 ms, respectively. Besides, it is also found that the best welding is at the focal plane, as shown in Fig. 7(c), and both positive defocus and negative defocus lead to a decrease in tension, which should be attributed to a decrease in energy density.
![]()
Figure 7.Measured tensions of the welded Cu sheets at different (a) peak powers, (b) pulse widths, and (c) defocusing. The peak powers are 800 W and 1150 W for the Gaussian and vortex beams in (b) and (c), respectively. The pulse widths in (a) and (c) are 6.5 ms for the Gaussian and 12.5 ms for the vortex beams.
It is also noticed that the largest tension of the vortex beam welding is about 50 N in the experiments, almost twice that of the Gaussian beam welding, which is only 24 N, as shown in Figs. 7(a) and 7(c). The ratio of the tension is 2.08, roughly the same as the ratio of the welding-spot area, which is about 1.96.
4. Conclusions
IR laser welding of Cu sheets was described, and the laser spot-welding effect of Cu sheets with the IR Gaussian and the vortex beams was discussed. The results showed that the Gaussian beam welding works in a key-hole mode with obvious splashes and poor surface quality, while the vortex beam welding works in a heat-conduction mode with a much smoother weld surface, stronger joining, and almost no observable splash. The IR vortex beam exhibited much better welding stability and welding quality for the micro-spot-welding of Cu sheets, which has potential applications in Cu welding, etc.
References
[1] S. T. Auwal, S. Ramesh, F. Yusof, S. M. Manladan. A review on laser beam welding of copper alloys. Int. J. Adv. Manuf. Technol., 96, 475(2018).
[2] C. Rüttimann, U. Dürr, A. Moalem, M. Priehs. Reliable laser micro-welding of copper. Proc. SPIE, 7920, 792007(2011).
[3] D. Franco, J. P. Oliveira, T. G. Santos, R. M. Miranda. Analysis of copper sheets welded by fiber laser with beam oscillation. Opt. Laser Technol., 133, 106563(2021).
[4] J. Helm, A. Schulz, A. Olowinsky, A. Dohrn, R. Poprawe. Laser welding of laser-structured copper connectors for battery applications and power electronics. Weld World, 64, 611(2020).
[5] S. Kaierle, L. Overmeyer, C. Hoff, P. Herzog, J. Hermsdorf. Conditioning of copper material surfaces increasing the efficiency of continuous wave laser microwelding. CIRP J. Manuf. Sci. Technol., 14, 66(2016).
[6] H.-C. Chen, G. Bi, M. L. S. Nai, J. Wei. Enhanced welding efficiency in laser welding of highly reflective pure copper. J. Mater. Process. Technol., 216, 287(2015).
[7] A. Heider, P. Stritt, A. Hess, R. Weber, T. Graf. Process stabilization at welding copper by laser power modulation. Phys. Procedia, 12, 81(2011).
[8] U. Reisgen, S. Olschok, C. Turner. Welding of thick plate copper with laser beam welding under vacuum. J. Laser Appl., 29, 022402(2017).
[9] U. Reisgen, S. Olschok, T. Jakobs, C. Turner. Sound welding of copper: laser beam welding in vacuum. Phys. Procedia, 83, 447(2016).
[10] S.-I. Nakashiba, Y. Okamoto, T. Sakagawa, S. Takai, A. Okada. Micro-welding of copper plate by frequency doubled diode pumped pulsed Nd:YAG laser. Phys. Procedia, 39, 577(2012).
[11] L. Alter, A. Heider, J.-P. Bergmann. Investigations on copper welding using a frequency-doubled disk laser and high welding speeds. Procedia CIRP, 74, 12(2018).
[12] M. Haubold, A. Ganser, T. Eder, M. F. Zäh. Laser welding of copper using a high power disc laser at green wavelength. Procedia CIRP, 74, 446(2018).
[13] H. Wang, Y. Kawahito, R. Yoshida, Y. Nakashima, K. Shiokawa. Development of a high-power blue laser (445 nm) for material processing. Opt. Lett., 42, 2251(2017).
[14] X. W. Wang, Z. Q. Nie, Y. Liang, J. Wang, T. Li, B. H. Jia. Recent advances on optical vortex generation. Nanophotonics, 7, 1533(2018).
[15] Y. J. Shen, X. J. Wang, Z. W. Xie, C. J. Min, X. Fu, Q. Liu, M. L. Gong, X. C. Yuan. Optical vortices 30 years on: OAM manipulation from topological charge to multiple singularities. Light Sci. Appl., 8, 90(2019).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20