
Jingang Xu, Yong Chen, Hui Chen, Bing Yang. Influence of Process Parameters on Forming Defects of H13 Steel Processed by Selective Laser Melting[J]. Laser & Optoelectronics Progress, 2018, 55(4): 041405
- Laser & Optoelectronics Progress
- Vol. 55, Issue 4, 041405 (2018)
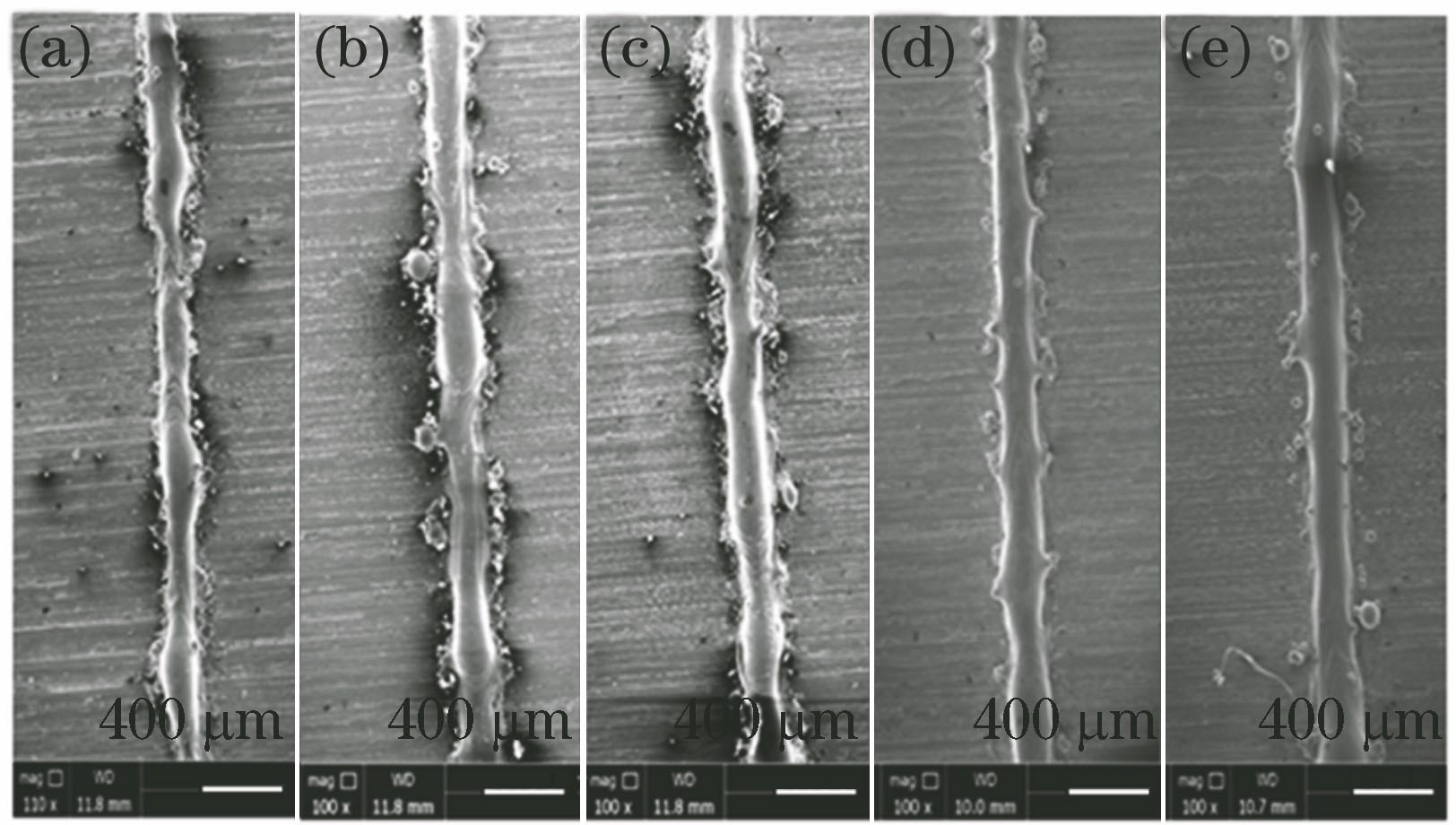
Fig. 1. Single-channel morphologies under different laser powers. (a) 250 W; (b) 300 W; (c) 350 W; (d) 400 W; (e) 450 W
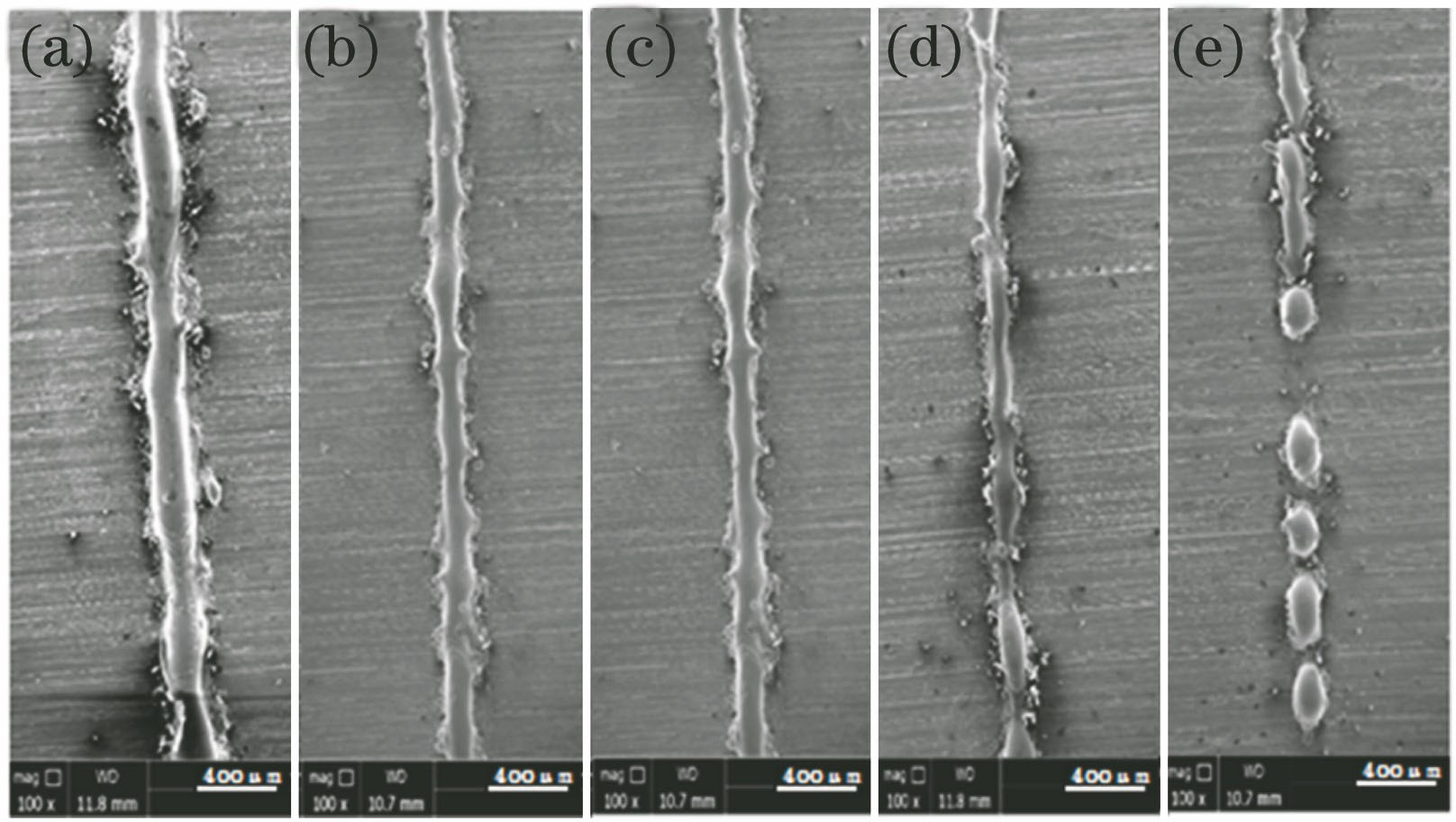
Fig. 2. Single-channel morphologies under different scanning speeds. (a) 800 mm?s-1; (b) 1000 mm?s-1; (c) 1200 mm?s-1; (d) 1400 mm?s-1; (e) 1600 mm?s-1
Fig. 3. Effect of laser power on forming part quality.(a) 250 W; (b) 350 W; (c) 400 W; (d) 450 W
Fig. 4. Effect of scanning speed on forming part quality. (a) 300 mm?s-1; (b) 400 mm?s-1; (c) 500 mm?s-1; (d) 800 mm?s-1; (e) 1200 mm?s-1
Fig. 5. Effect of scanning spacing on forming part quality. (a) 40 μm; (b) 60 μm; (c) 70 μm; (d) 80 μm
Fig. 6. Schematic of SLM scanning strategy. (a) Single X direction scanning; (b) Z-shaped orthogonal scanning; (c) S-shaped orthogonal scanning
Fig. 7. Forming quality under different scanning modes. (a) S-shaped orthogonal scanning; (b) Z-shaped orthogonal scanning; (c) single X direction scanning
|
Table 1. Compositions of H13 steel (mass fraction, %)
|
Table 2. Single-layer single-channel forming parameters
|
Table 3. Multi-layer multi-channel forming parameters

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20