Objective Heavy load bearing is an essential part of heavy load mechanical equipment, which plays the role of supporting a rotating body. Wind power bearing in wind power generation equipment is a typical heavy load bearing. To obtain wind power bearing with excellent comprehensive performance and high service life as well as maintain the stability of wind turbine, higher requirements are put forward for the depth and uniformity of hardened layer of main shaft bearing raceway. In this study, the depth and uniformity of the hardened layer of a workpiece after laser quenching are improved by adding electromagnetic induction auxiliary heating, and the heating and cooling rates are adjusted to transfer more heat to the depth of the material, so as to achieve deeper hardened layer. In the quenching process, the dual heat sources interact. Therefore, it is necessary to investigate the phase transformation process of electromagnetic induction-assisted laser quenching. This research will provide a reference for high-quality deep strengthening of high-end equipment parts under heavy load conditions.
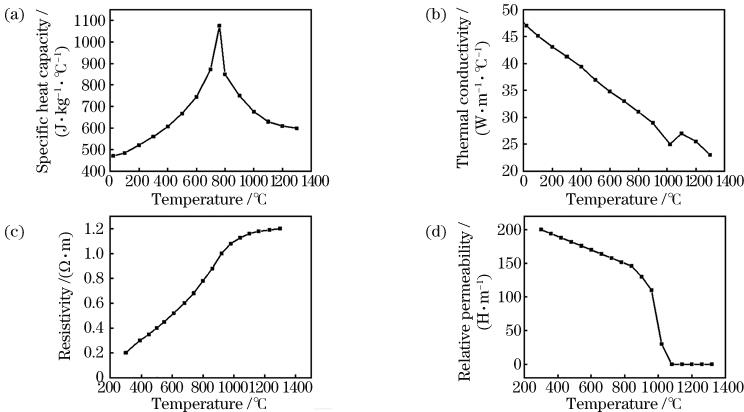
Methods The MSC. Marc software is employed to establish the physical models of hybrid quenching and laser quenching processes, and the meshes in different areas of the models are densified in different degrees. Because the temperature of the workpiece changes markedly during quenching, the thermophysical parameters of the material at different temperatures are considered in the models. In addition, the initial and boundary conditions of the models are set according to the working conditions. The accuracy of the model is verified by the temperature curve of the characteristic points and morphology of the hardened layer. In the verified model, the evolution of the temperature field, phase transformation process, and uniformity of the hardened layer in the dual heat source hybrid quenching process are studied.
Results and Discussions The average relative error between the measured and simulated temperature curves is less than 15% (Fig. 8). Under the forced cooling of the coolant, the cooling rates of the hybrid quenching and laser quenching attain high levels in the whole cooling stage (Fig. 13), which meets the martensitic transformation conditions. The range of austenitizing and martensitic transformation on the surface of the workpiece can be enlarged by the secondary heat source heating. After the hybrid quenching, the depth of the hardened layer is small at the head and tail, and is large in the middle. The martensite formed in the stable stage is very flat (Fig. 14). From the cross-section of the hybrid quenching hardened layer, the width and depth is 34.7 mm and 5.9 mm, respectively; the area ratio of the hardened layer to the rectangle is 83.4%. The side angle between the boundary of the hardened layer and the vertical direction is 29.4°. After the laser quenching, the depth and width of the hardened layer are 3.5 and 29.6 mm (Fig. 16), the area ratio of the hardened layer to the rectangle is 70.3%, and the side angle is 46.8°.
Conclusions The phase transformation process of hybrid quenching is investigated, and an electromagnetic induction and laser coupling quenching model is established. The simulated temperature history of characteristic points and the profile of the hardened layer agree well with the experiment results, which verify the reliability of the established model. Compared with single laser quenching, the hybrid quenching can increase the austenitizing area on the surface of the workpiece, expand the range of martensitic transformation, and improve the depth and width of the hardened layer. After the hybrid quenching, the hardness fluctuation of the hardened layer in the horizontal direction decreases, the proportion of the hardened layer area increases, the crescent side angle decreases, and the uniformity of the hardened layer is improved. The electromagnetic induction-assisted laser quenching can break through the limit depth of single laser quenching and obtain a well-balanced hardened layer, which can provide guidance for deep quenching of high-end equipment parts under heavy load conditions.