Objective Al-Mg-Si alloys are widely used as structural materials in automobile and shipbuilding industries. In industrial production, fusion welding, e.g., metal inert gas (MIG) welding, cold metal (CMT) welding, laser welding, and laser-arc hybrid welding, are mainly used to join parts. Laser-CMT welding is a spatter-free method that can connect aluminum alloy sheets with lower heat input, reducing the heat-affected zone’s softening. However, the softening of water stress (WS) limits the ability further to improve the properties of laser-CMT aluminum alloy joints. As a result, reducing weld seam softening contributes to increased joint strength and toughness. According to some research, using Si-rich filling materials or filling powders has the advantage of increasing the microhardness of the weld seam. Although the effect of Si content of filling powers on the microhardness and tensile strength of Al-Mg-Si alloy laser welded joints was studied in previous years, using the Si-rich filling powders was not suitable for industrial production. Thus, this article uses the Si-rich filling materials with different Si content to weld the Al-Mg-Si alloy by laser-CMT welding. Recently, we report that the Si-rich filling materials improved the Si content in the weld seam, which helped enhance the microhardness and strength of WS by solution strengthening. We hope that our basic strategy and findings can help fill materials selection of Al-Mg-Si alloy laser-CMT welding in the manufacturing industry and understand the relationship between Si content and the mechanical properties of the weld seam.
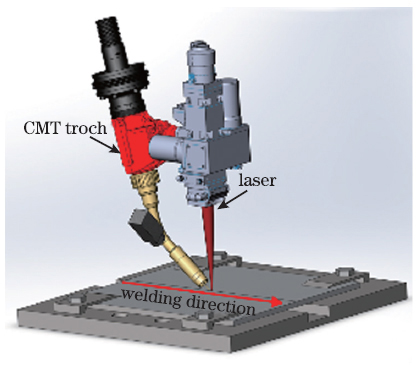
Methods 6082-T6 alloy plates with dimension of 150 mm×100 mm×3 mm are used as the base metal, and Al-Si filling materials with different Si content (mass fraction is 5% and 10%). First, the 6082-T6 alloy plates area butt-jointed with the laser-CMT welding (Fig. 1). During the welding process, the angle of the CMT torch to the laser is 45°, and pure argon with a flow rate of 25 L/min is selected for shielding a high-speed camera with a resolution of 2000 Hz to collect droplet transfer behavior and current curves. The microstructure of WS is then examined using an optical microscope, a scanning electron microscope (SEM), and an electron beam scanning device (EBSD). The energy-dispersive X-ray embedded in the SEM is used to analyze the composition of the phases. The effect of Si content on the grain and phase size of weld seam are studied. In the next step, the microhardness and tensile strength of the weld seam with different filling materials are tested by an automatic Vickers hardness tester and a universal testing machine.
Results and Discussions The filling materials with high Si content improve the weld seam’s Si content (Table 2). The higher the Si content, the lower the thermal conductivity (Fig. 3). As a result, the cooling rate of the Al-Si10 weld seam is lower than the Al-Si5 weld seam, leading to grain coarsening (Fig. 2). However, due to the higher Si content in the weld seam, the Si content in the weld matrix is higher than the Al-Si5 weld seam (Table 2). Thus, using the Al-Si10 filling materials is a benefit to improve the average microhardness of the weld seam. The softening of the Al-Si10 weld seam is the same as that of the heat-affected zone (Fig. 5). However, the weld joint is still broken at the weld seam because of millimeter pores (Fig. 6). The analysis of keyhole morphology (Fig. 8) shows that the periodic shrinkage expansion of keyhole is the important reason for the formation of millimeter pores. Although the weld joint is still broken at the weld seam, the tensile strength increased to 235 MPa, 14.1% higher than the Al-Si5 joints. According to the strength model calculation, it can be seen that the solution strengthening with higher Si content improves tensile strength. As a result, filling materials with a higher Si content benefit the mechanical properties of laser-CMT aluminum alloy joints.
Conclusion A serious investigation was conducted to examine the influence of filling materials with different Si content (Al-Si5 and Al-Si10) on the microstructure and properties of laser-CMT aluminum alloy joints. Owing to the higher Si content of Al-Si10 filling materials, the solute element Si content for the Al-Si10 weld seam is reached 0.60%, which corresponds to a ~1.7 times improvement than the Al-Si5 weld seam. The grains size of the Al-Si10 weld seam (~104 μm) is higher than the Al-Si5 weld seam because of the lower cooling rate with lower thermal conductivity. However, the enhancement of yield strength of the Al-Si10 weld seam is mainly attributed to the strong solute strengthening with a higher Si content. As a result, the average hardness, yield strength, and tensile strength of weld seam using Al-Si10 filling materials were increased to (69.7±2.0) HV, 150 MPa, and 235 MPa, respectively.