
Longzhi HUANG, Jie YIN, Xiao CHEN, Xinguang WANG, Xuejian LIU, Zhengren HUANG. Selective Laser Sintering of SiC Green Body with Low Binder Content [J]. Journal of Inorganic Materials, 2022, 37(3): 347
- Journal of Inorganic Materials
- Vol. 37, Issue 3, 347 (2022)
Abstract
With the development of high-power electronic devices, key cooling elements in 5G base stations, electric vehicles, high-speed brake pads, running gear of space probe, and other related fields, metal matrix composites play an irreplaceable role[1]. SiC-based composites[2,3] (Al/SiC) have excellent mechanical and thermal properties, low cost, enabling SiC composites to have unique advantages in the applications mentioned above. However, with the increase of SiC volume fraction, the processing of material becomes difficult, hence the near-net forming process which does not require machining becomes attractive for the preparation of Al/SiC composites. The melt infiltration method[4,5] is one of the most cost-effective technologies for preparing Al/SiC composites, which is characterized by a simple process, stable performance, low cost, and near net forming. How to obtain a high-quality SiC green body is one of the keys to the melt infiltration method. However, up to now, conventional molding is still applied for preparing components worldwide, which has a long manufacturing cycle, mold dependence, especially difficulty when manufacturing complex-shaped parts[6].
Additive manufacturing technology[7,8] provides a new opportunity for a high-quality ceramic forming process. Selective laser sintering (SLS)[9] is a rapid manufacturing technology based on powder bed technology, by adopting thermoplastic polymer, using laser selective curing molding. In the SLS process, components are made layer by layer. With the molded parts supported by the surrounding powders, no additional support structure is required, and the supported powders are easy for removal[10,11]. Therefore, it is rapid and efficient to realize large-scale and complicated- shape without cast molding. However, up to the present, the ceramic material of the SLS process is still on the research stage. For example, Sun, et al.[12] used phenolic resin as a binder to obtain resin-coated SiC powder through the process of dissolution, drying, and dispersion, but the high (38% in volume) binder dosage introduced excess carbon and influenced the final performance. Zhou, et al.[13] used PVB as a binder to prepare SiC/PVB composite powder by ball milling, yet the prepared composite powder showed poor fluidity. Xiong, et al.[14] applied multiple binders of Nylon 6 and NH4H2PO4 to enhance the strength of sintered parts, but inorganic binder remained after high-temperature treatment, affecting the molding accuracy and strength of the end products.
In this study, binder content as low as 15% (in volume) was adopted for selective laser sintering of SiC ceramic green bodies, and the effect of different contents of binder- phenolic resin on the density, porosity, and bending strength of SiC green body was studied. The microstructure of the SiC green body was analyzed.
1 Experimental
1.1 Materials
Commercially available powders were used in this experiment. SiC (D50=50 μm, Shanghai Shangmo electromechanical company) with a purity of 99.11%, phenolic resin (D50=19.5 μm) with a purity of 99.85%.
1.2 Mechanical mixing of composite powders
SiC and resin raw powders were added to the ball mill tank in proportion and mechanically homogenization for 1 h. The mechanical mixed composite powders with a resin content of 15%, 20%, 25% (in volume) were obtained afterward, which were defined as RP15, RP20, RP25, respectively.
1.3 Spray drying of composite powders
For comparison, composite powders of SiC and resin were prepared by spray granulation. The synthesis process was as follows. The phenolic resin powder was dissolved in a certain amount of anhydrous ethanol to obtain a yellow solution. Then, the resin solution was poured into the ball mill tank, and SiC powder was then added to prepare a slurry with a solid content of 33% (in volume). Finally, the slurry was spray-dried under the outlet temperature of 75 ℃, the composite powders of 75% (in volume) SiC and 25% (in volume) resin were finally obtained. The SiC@resin composite granulated powder was defined as GP.
1.4 Preparation of the SiC ceramic green body
SiC green bodies were prepared by selective laser sintering. Powders were poured into the supply tank, and the printing parameters were determined based on our previous study with the preheating temperature of 60 ℃, the thickness of the printing layer of 0.1 mm, the laser power of 45 W, the scanning speed of 7260 mm/s, and the line spacing of 0.08 mm.
1.5 Characterization
The content of resin-coating onto SiC powders by spray drying was determined by thermal analysis mass spectrometer (STA449C) at a heating rate of 10 ℃/min. The particle size distribution of spray drying composite powder was measured by laser diffraction particle size analyzer (Mastersizer 3000). The bulk density (${{\rho }_{\text{bulk}}}$) and open porosity (${{P}_{\text{pore}}}$) of SiC green bodies were measured by Archimedes drainage method. FEI field emission scanning electron microscope (Magellan 400) was used to observe the morphology of spray granulated composite ball and the fracture of SiC green bodies. The bending strength of the SiC green body was determined by a material universal testing machine (Instron-5566, Instron Co. America) at the speed of 0.5 mm/min. The pore size distribution of the SiC green body was measured with Poremaster60. The dimensional accuracy of the SiC green body is evaluated by the dimensional deviation rate as Eq (1).
where, D is the actual measured size, accurate to 0.01 mm, and D0 is the constant in the computer-aided design model.
2 Results and discussion
2.1 Composite spherical powder
Suitable particle size and excellent shape of powder printing material are important factors to obtain high-quality printing[15]. Too small particle size of the powder will make the powder agglomeration seriously because of electrostatic force, which affects the powder spreading in the laser printing process. Irregular powder morphology increases the friction between powder particles, affecting the performance of the printed parts. Therefore, powders for laser 3D printing should be studied first. The GP modified by spray drying process was prepared and compared with the SiC raw powder.
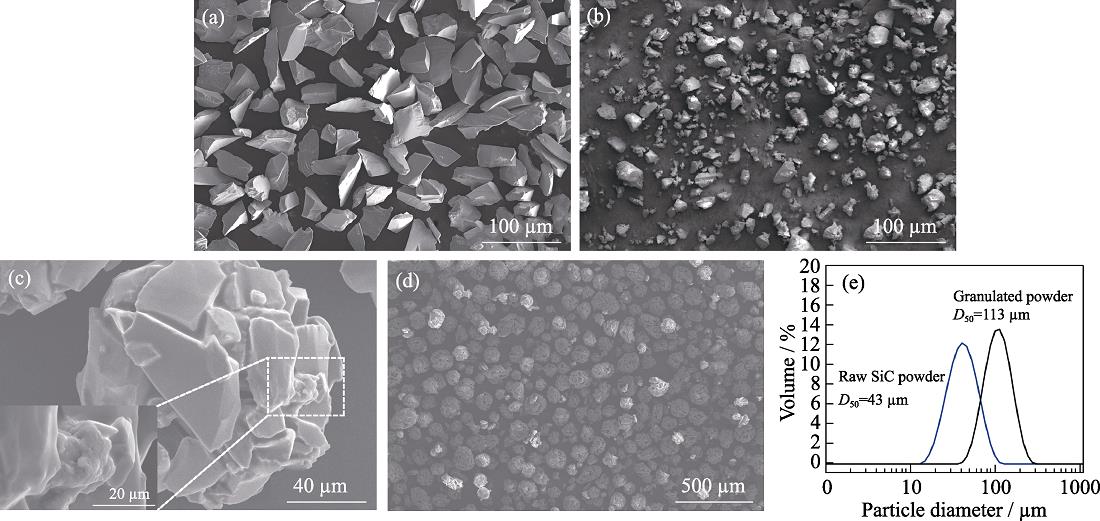
Fig. 1(a, b) shows SEM images of the commercial raw SiC powders and the resin powders. The shape of the original SiC particles was irregular. Fig. 1(c) shows the morphology of a single ball of GP which is composed of original SiC powder, and the original SiC powder particles are bonded by resin. The resin between SiC grains is visible as shown in the local enlargement image. Fig. 1(d) shows the SEM image of GP. It can be seen that GP after spray drying is spherical with good dispersion. The micro-spherical morphology makes the fluidity of GP composite powder better. Fig. 1(e) shows the particle size distribution of spray granulated powder and original SiC powder. The median diameter of spray granulation powder is D50=113 μm. The median diameter of the original SiC powder is D50=43 μm. For comparison, the particle size of spray granulated powder increases, which is consistent with SEM results.
![]()
Figure 1.SEM images and particle size distributions of powder and particles(a) SEM image of raw SiC particles; (b) SEM image of raw phenolic resin particles; (c) SEM image of a single granulated ball; (d) SEM image of GP; (e) Particle size distributions of raw SiC powder and granulated powder
The slurry used to prepare the GP contains 25% (in volume) phenolic resin (the ratio of resin to SiC). The nature of the chemical bond between inorganic SiC and organic resin is different[16]. To analyze the coating content of resin on granulated powder, we performed the thermal analysis of resin and GP. As shown in Fig. 2(b), the test result shows a mass loss of resin of 68.35% when heating to 1100 ℃ at 0.5 ℃/min, and the actual mass loss of resin is 66%, excluding the adsorbed water. Fig. 2(a) shows the mass loss of granulated powder. Excluding the adsorbed water mass loss, the actual mass loss of GP is 7.4% when heating to 1100 ℃ at the same heating rate. After calculation, the value of resin coating content in the granulated powder is 11.21% in mass (24.9% in volume), which is almost equal to the initial amount of phenolic resin. Further research is underway to investigate in detail the coating feature of resin.
![]()
Figure 2.Thermal analyses of resin and GP(a) TG-DTA curves of granulated powder; (b) TG-DTA curves of phenolic resin
2.2 SiC green body
We used GP modified by spray drying technology and RP composite powders (RP15, RP20, RP25) to perform Selective laser sintering. After binder removal, SiC green body was obtained, and the RP25 green body digital image is shown in Fig. 3(a). The dimensional accuracies of printed SiC green bodies before and after debinding were tested, and at least 10 groups of tests were carried out under each condition. The results showed that the dimensional deviation rates (DDR) of SiC green bodies were less than 2%.
![]()
Figure 3.Photos of RP25 samples prepared by SLS, the bulk density and open porosity of different SiC green bodies, and the pore size distribution of GP and RP25 green body with the same binder content(a) Digital images of RP25 samples prepared by SLS, print part (left), green body (right); (b) Influence of different samples on the bulk density and open porosity; (c) Pore size distribution of the green body formed by RP25 and GP
The microstructure of the SiC green body, including density and porosity, affected whether the molten infiltration process can form a high-performance SiC-based composite. Fig. 3(b) shows the bulk densities and apparent porosities of different SiC green bodies. For RP composite powders, with the increase of binder content, the bulk density of SiC green body increases and the apparent porosity decreases. It is worth noting that the green body prepared by GP has a bulk density of only 0.88 g/cm3 and apparent porosity of 71.18%. The mercury injection method was used to test the pore size distribution of GP green body and RP25 green body. Fig. 3(c) shows the pore size distribution of GP green body and RP25 green body with the same binder content. The median pore size inside RP25 green body is 28 μm. The pore size of the GP green body is mainly concentrated at 50 μm, with a small peak at 14.5 μm. This result is assumed to be caused by large pores formed by the stacking of GP and small pores formed by the agglomeration of primary powders.
We conducted bending tests on RP15, RP20, RP25, and GP samples to observe their fracture micromorphology. As shown in Fig. 4(a-c), there is an increasing trend for residual carbon content as binder content increased. It is evident for the RP15 sample that there are many SiC-SiC connections in Fig. 4(a), while apparent SiC-C-SiC connection can be seen in Fig. 4(c). In Fig. 4(e), we find that the green body prepared by GP has many pores. And big pores formed by the stacking of GP are clear and abounding in Fig. 4(d).
![]()
Figure 4.SEM images of fracture surfaces and bending strength of different samples(a) RP15; (b) RP20; (c) RP25; (d, e) GP; (f) Bending strength of different green body
Fig. 4(e) shows the variation of bending strength of SiC green body with different binders. The mechanical properties of SiC green bodies are very important to the integrity of SiC green bodies during post-treatment. For RP samples, the bending strength of the SiC green body increases from 0.47 MPa to 3.77 MPa with the increase of resin content from 15% to 25% (in volume). After binder removal of the SiC green body, SiC particles are connected with each other by residual carbon (C). With the increase of binder content, the residual C content between SIC particles increased, hence, the bonding is enhanced. It is worth noting that the bending strength of the GP green body is only 0.3 MPa, which is inseparable from the large particle size of GP and higher porosity of the GP green body.
From Fig. 4(f), as the resin content increased from 15% to 20% (in volume), the strength of the green body increases significantly by 425.5%. While, as the resin content increased from 20% to 25% (in volume), the strength increment was only 52.6%. The result indicates that the threshold value of resin addition should be >15% (in volume), or adjacent particles would be SiC-SiC instead of SiC-C. Direct contact between SiC powders is fragile, which would not be strengthened and thus deteriorate the mechanical strength, as shown in Fig. 5.
![]()
Figure 5.Bonding principle of SiC particles and residual CBlue irregular block: SiC particles; Yellow block: C
3 Conclusions
SiC green bodies with binder content as low as 15% (in volume) are prepared by SLS, using mechanical homogenized composite powder, which provides a novel method for the preparation of SiC-based composite material. As the phenolic resin content is higher than 15% (in volume), SiC powders can be “adhered” well by the thermoplastic binder. When the binder content increases to 25% (in volume), bending strength as high as (3.77±0.37) MPa is realized.
Compared with the mechanical homogenizing method, SiC green body prepared by granulating powder has lower density, higher open porosity, and flexural strength of only 0.3 MPa. The reasons for inferior performance are mainly related to a large number of pores inside the spherical powders originating from the spray drying process and the SLS processing parameters un-optimized. The present investigation may inspire researchers to further devoting to near-net-shaping of low-impurity-content SiC ceramic composites.
References
[1] R PRADEEP K, A KUMAR P, C NAGARAJ M et al. Solidification processing of cast metal matrix composites over the last 50 years and opportunities for the future. The Journal of The Mineral, Metals & Materials Society, 72, 2912-2926(2020).


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20