
Hongyu Zhu, Pulin Nie, Zhuguo Li, Jian Huang. Microstructures and Properties of Joints in Ultra-Narrow-Gap Laser Wire Welding of P92 Steel and Inconel 625 Alloy Thick Plates[J]. Chinese Journal of Lasers, 2018, 45(6): 0602003
- Chinese Journal of Lasers
- Vol. 45, Issue 6, 0602003 (2018)
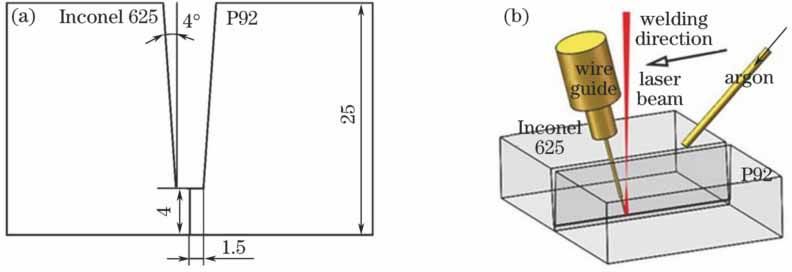
Fig. 1. Schematic of laser welding. (a) Groove; (b) welding
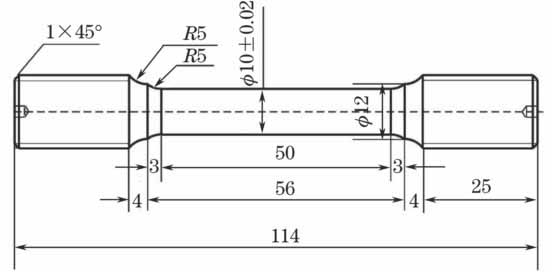
Fig. 2. Schematic of tensile and stress-rupture of samples at high temperature
Fig. 3. Macromorphology of welded joint
Fig. 4. Microstructures. (a) Weld zone; (b)(c) local magnifications of Fig.4(a)
Fig. 5. White particles in interdendritic zone
Fig. 6. Microstructure of HAZ of P92 steel
Fig. 7. HAZ of P92 steel. (a) CGHAZ; (b) FGHAZ
Fig. 8. Micro-hardness distributions of welded joints
Fig. 9. TEM images of martensite lath in CGHAZ of P92 steel. (a) Before heat-treatment; (b) after heat-treatment
Fig. 10. Tensile test results of welded joints. (a) Fracture position; (b) mechanical properties
Fig. 11. Microstructure of impact fracture. (a) Inconel 625 alloy; (b) welds; (c) P92 steel
Fig. 12. Tensile test of welded joints at high temperature
Fig. 13. Results of stress-rupture test at high temperature
|
Table 1. Chemical compositions of P92 steel and Inconel 625 alloy (mass fraction,%)
|
Table 2. Process parameters of welding
|
Table 3. EDS analysis results of white particles (mass fraction, %)
|
Table 4. Impact test results of welded joints

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20