
Jianian Yang, Jianzhong Zhou, Qi Sun, Xiankai Meng, Ming Zhu, Zhaoheng Guo, Qiang Fu. Laser Paint Removal Process Parameter Optimization via Response Surface Methodology[J]. Laser & Optoelectronics Progress, 2019, 56(23): 231402
- Laser & Optoelectronics Progress
- Vol. 56, Issue 23, 231402 (2019)
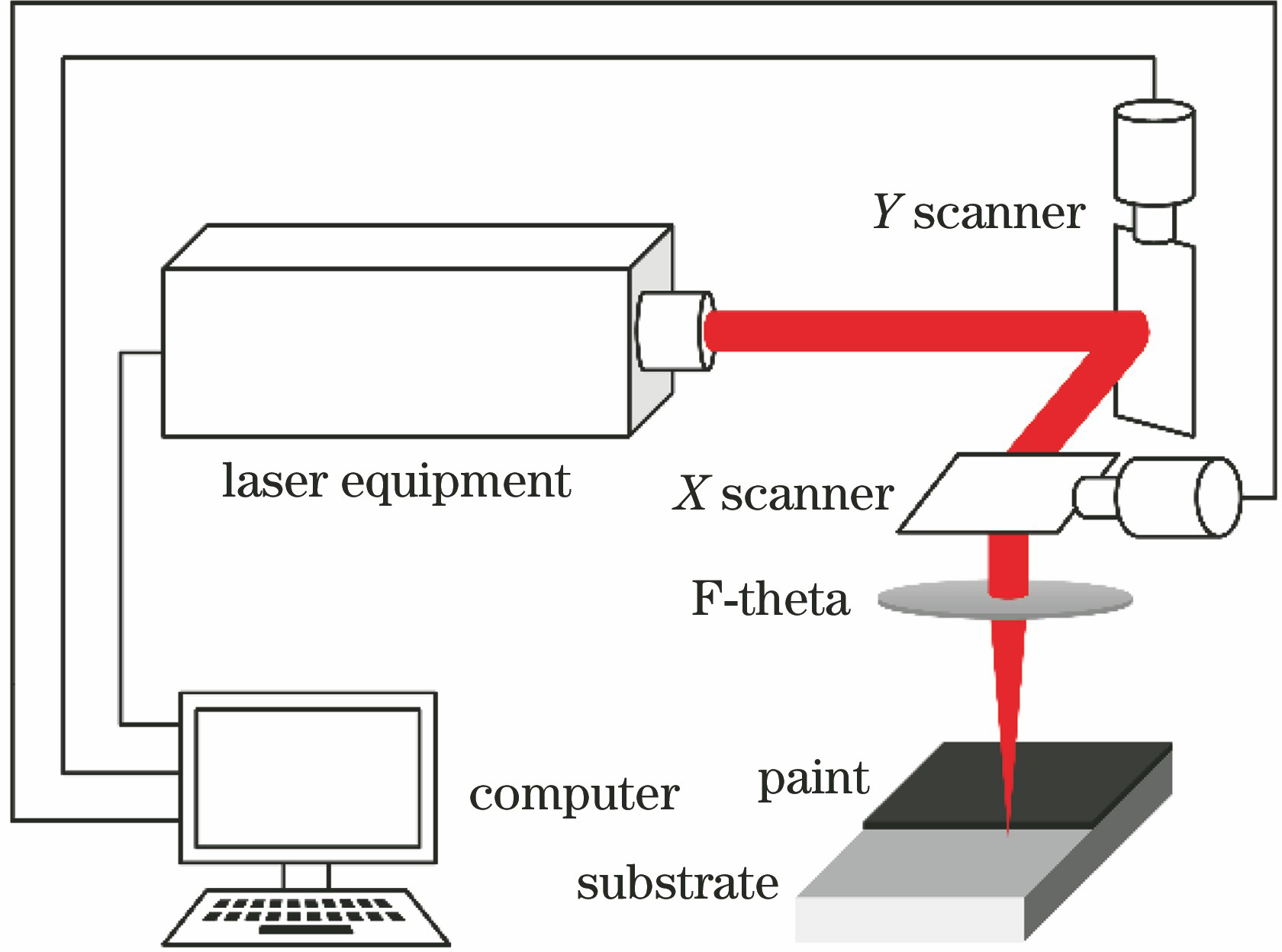
Fig. 1. Diagram of laser paint removal
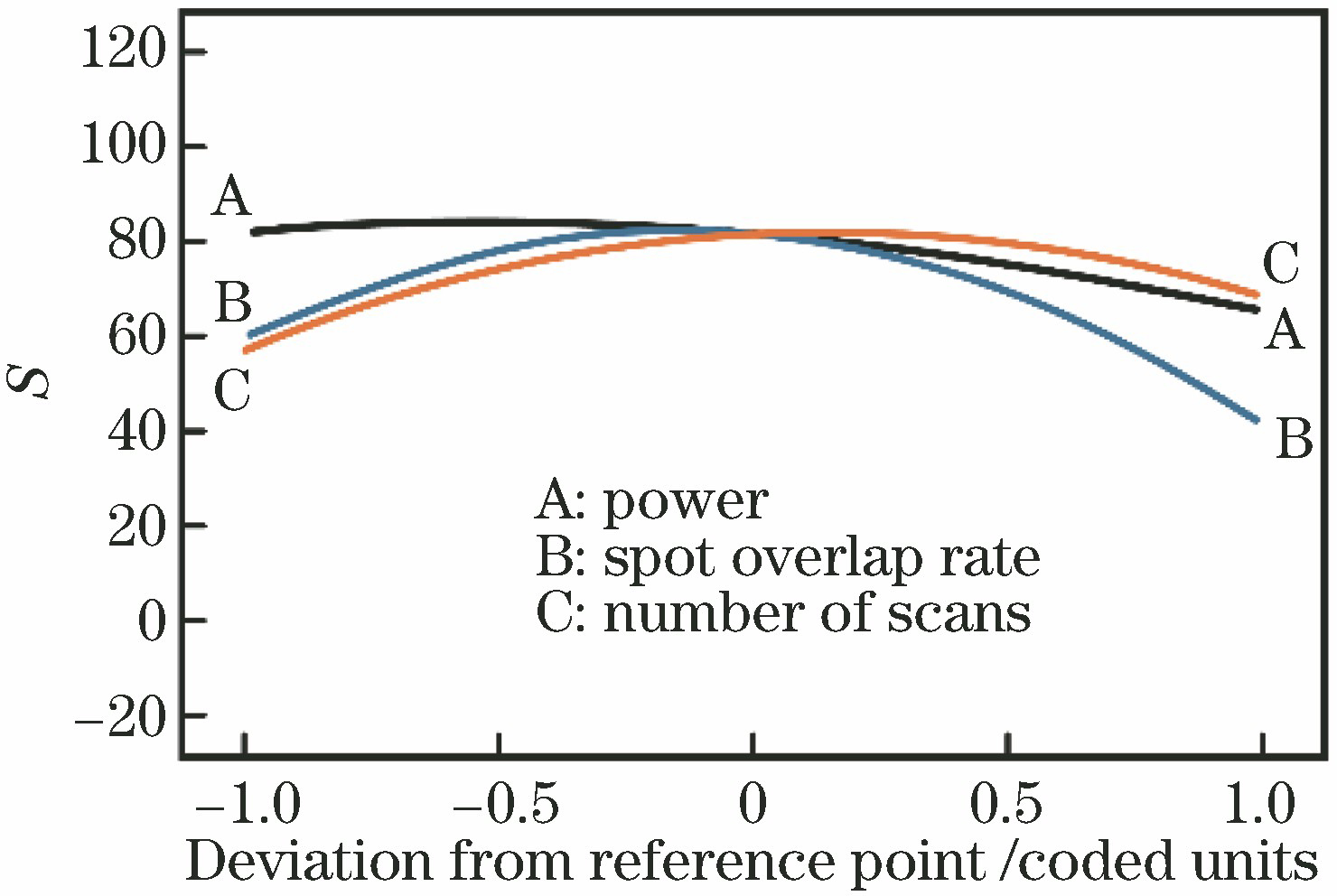
Fig. 2. Effect of interaction of all factors on surface composition
Fig. 3. Cleaning surface micromorphology and elemental composition under different overlap rates. (a) 50%; (b) 75%
Fig. 4. Effects of spot overlap rate and power on surface composition. (a) Contour graph; (b) response graph
Fig. 5. Effects of spot overlap rate and number of scans on surface composition. (a) Contour graph; (b) response graph
Fig. 6. Effect of interaction of all factors on surface roughness
Fig. 7. Cleaning surface micromorphology and line roughness at different powers. (a) 20 W; (b) 25 W
Fig. 8. Effects of power and number of scans on surface roughness. (a) Contour graph; (b) response graph
Fig. 9. Effects of power and spot overlap rate on surface roughness. (a) Contour graph; (b) response graph
|
Table 1. Main chemical composition of 304 stainless steel
|
Table 2. Main technical parameters of laser paint removal system
| |||||||||||||||||||
Table 3. Experimental factors and level design
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 4. Design matrix and experimental results
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 5. ANOVA for surface composition model
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 6. ANOVA for surface roughness model
| ||||||||||||||||||||||||||||||||||
Table 7. Optimization criteria and weight
|
Table 8. Optimization results

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20