Objective Large-size measurements are usually accomplished through multistation measurements. The accuracy of the instrument, environmental vibration, temperature change, and other factors severely affect the accuracy of the transfer station. To improve the accuracy of large-size measurements, many scholars have conducted extensive research on large-size measurement errors and proposed numerous compensation methods to achieve the accuracy of large-size measurements. However, most compensation methods compensate for the measurement errors by reducing the measurement errors. Moreover, research on the effect of temperature on the measurement results is relatively rare. In fact, the error caused by changes in temperature has severe impacts on the measurement accuracy. Additionally, the experimental steps of most temperature compensation methods are complicated, the model is difficult to solve, and the research object is a regular rectangular or wedge-shaped tooling structure; these disadvantages limit the application of such methods. No study has discussed the characteristics of the variable curvature workpiece, owing to which these compensations exhibit strong limitations in improving the accuracy of large-size transfer stations. To ensure the manufacturing and assembly accuracy of large-size variable curvature components on the actual site and decrease the large-scale measurement cycle, a new method for compensating thermal deformation errors of large-scale transfer stations is proposed and numerous related experiments are designed. Experimental results show that the proposed method can effectively improve the transfer accuracy of large-scale measurements.
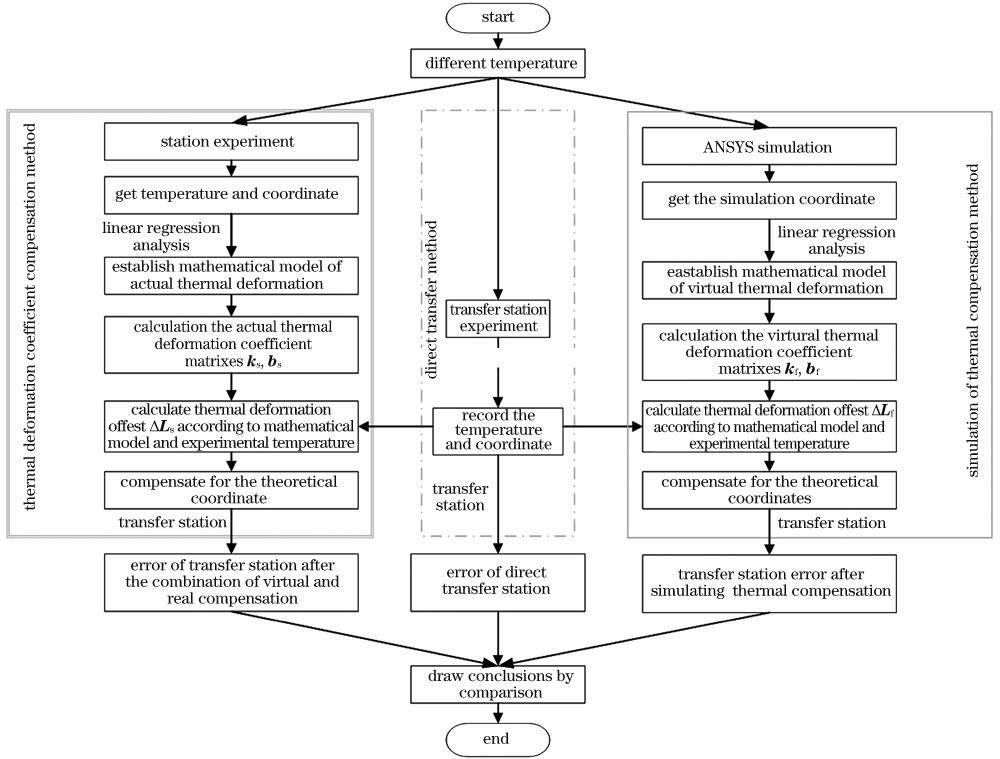
Methods The new method for compensating thermal deformation errors of large-size transfer stations is a universal method. First, several temperature values and reference point coordinates are obtained using the fiber Bragg grating temperature sensor and laser tracker. Then, all the measured coordinates are converted into the global coordinate system using the station alignment method and the changes in temperature at different stations are calculated. Next, the linear regression analysis method is used to establish a mathematical model between the thermal deformation of the reference point and the change in temperature using these recorded experimental data. The linear regression analysis method is also used to calculate the thermal deformation coefficient matrix in the global coordinate system. Then, ANSYS is used to simulate the thermal deformation. The comparison and analysis of the simulated thermal deformation offset data of the reference point with the offset obtained using the measurement confirm the consistency of the two trends. Finally, the coordinates of the reference point in the subsequent measurements are obtained using the mathematical model of thermal deformation offset established using the following compensation method: the compensated theoretical coordinates are aligned with the actual measured values for the transfer station and the transfer station error caused by thermal deformation is compensated during the measurement of the large-size variable curvature transfer station.
Results and Discussions To verify that the proposed method for compensating thermal deformation errors of the large-size transfer station can improve the accuracy of the transfer station, multiple sets of uniform temperature field transfer station experiments are designed. According to the transfer results (Table 2), after the simulation thermal compensation, the maximum point error of the four transfers is reduced by 50%--65% compared with the uncompensated one. Moreover, the overall transfer accuracy is improved by 63%--76%. After the thermal deformation coefficient compensation, the maximum point error of the four transfers is reduced by more than 70% compared with the uncompensated one. Additionally, the overall transfer accuracy is increased by more than 80%. Subsequently, a nonuniform temperature field experiment is designed. According to the error table of the nonuniform temperature field transfer station (Table 4), the transfer station error formed when directly transferred to the station is extremely large, with a total error of 1409 μm. After the compensation, the transfer station error is reduced by 68.87%. After the thermal deformation coefficient compensation, the transfer station error is reduced by 76.26%. These results can be observed more intuitively using the error map of the nonuniform temperature field transfer station (Fig. 9). After the compensation, the transfer error of each point is considerably reduced. The above experimental results show that after the thermal deformation coefficient compensation, the accuracy of the transfer station is considerably improved and the efficiency is significantly higher than that of the simulation compensation method.
Conclusions This work proposes a new method for compensating thermal deformation errors of large-size transfer stations. Based on the experimentally measured temperature and reference point coordinates, the mathematical relationship between changes in temperature and reference point offsets is established; then, ANSYS is applied to component physics. The model is simulated, and a mathematical model for thermal deformation error compensation is established. By comparing the experimental measurement data with the finite element simulation data, the consistency between the deformation of the simulation and experimental reference points is confirmed. Finally, according to the thermal compensation mathematical model, the reference point offset when the temperature changes is reversed and the difference between the reference point coordinates under the influence of temperature is compensated. Furthermore, the actual transfer station experiment is designed and the proposed method is used to compensate the offset of the reference point coordinates measured in the uniform temperature field, improving the accuracy of the transfer station by 81.28%. This proves that the proposed method affects the temperature. The effectiveness and superiority of compensation are verified. Finally, the temperature of the experimental site is changed, large-size space assembly site is simulated, nonuniform temperature field measurement experiment is conducted, and thermal deformation offset of the the reference point coordinates is compensated at different temperatures using the proposed method. The accuracy of the transfer station is improved by 76.26%, which is considerably higher than that of the simulation compensation. These findings confirm that the proposed method is beneficial for improving the accuracy of the transfer station and has important engineering practical significance for transfer station measurements of large-size variable curvature components.