
Qianfeng Ding, Ming Pang. Thermal-Mechanical Coupling Simulation of High-Entropy Alloy Laser Cladding for Inner Barrel of an Oil Pump[J]. Laser & Optoelectronics Progress, 2021, 58(5): 0514002
- Laser & Optoelectronics Progress
- Vol. 58, Issue 5, 0514002 (2021)
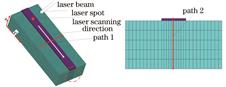
Fig. 1. Finite element model of laser cladding high entropy alloy.(a) Finite element model of laser cladding high-entropy alloy; (b) partially enlarged view of finite element model
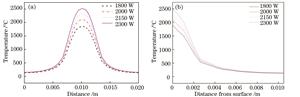
Fig. 2. Effect of laser power on temperature ( laser scanning speed of 5 mm·s-1). (a) Path 1; (b) path 2
Fig. 3. Influence of laser scanning speed on temperature (laser power of 2000 W). (a) Path 1; (b) path 2
Fig. 4. Residual stress field distributions (laser scanning speed of 5 mm·s-1,laser power of 2000 W). (a) Residual stress in x direction; (b) residual stress in y direction; (c) residual stress in z direction
Fig. 5. Effect of laser power on maximum residual stress. (a) Maximum residual stress in x direction; (b) maximum residual stress in y direction
Fig. 6. Effect of laser power on residual stress on path 1. (a) Residual stress in x direction; (b) residual stress in y direction; (c) residual stress in z direction
Fig. 7. Effect of laser power on residual stress on path 2. (a) Residual stress in x direction; (b) residual stress in y direction; (c) residual stress in z direction
Fig. 8. Effect of laser scanning speed on residual stress on path 1. (a) Residual stress in x direction; (b) residual stress in y direction; (c) residual stress in z direction
Fig. 9. Effect of laser scanning speed on residual stress on path 2. (a) Residual stress in x direction; (b) residual stress in y direction; (c) residual stress in z direction
Fig. 10. Laser cladding high-entropy alloy surface cracks as a function of laser power. (a) P=1800 W; (b) P=2000 W; (c) P=2150 W; (d) P=2300 W
Fig. 11. Variation of crack quantity with laser power
Fig. 12. Laser cladding high-entropy alloy surface cracks as a function of laser scanning speed. (a) v=3 mm·s-1;(b) v=5 mm·s-1; (c) v=7 mm·s-1; (d) v=9 mm·s-1
Fig. 13. Variation of crack quantity with laser scanning speed
|
Table 1. Thermal physical parameters of 45 steel
|
Table 2. Thermal physical parameters of high-entropy alloy FeCoNiCrAl

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20