
Shaodong Song, Yanyan Wang, Linsen Shu, Yajuan He. Optimization of 6061 Aluminum Alloy Laser Welding Process Based on RSM-PSO[J]. Laser & Optoelectronics Progress, 2022, 59(17): 1714004
- Laser & Optoelectronics Progress
- Vol. 59, Issue 17, 1714004 (2022)
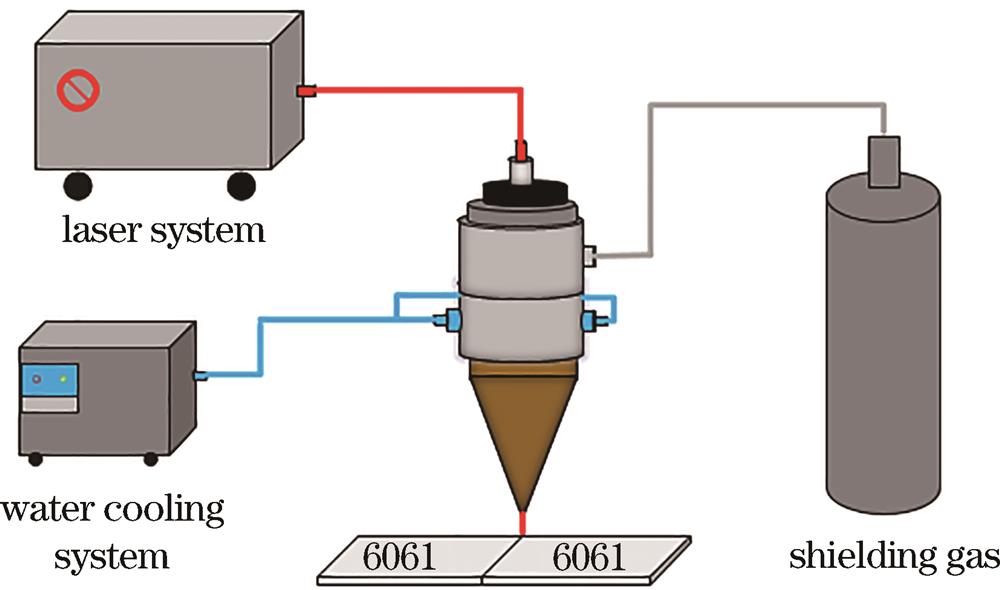
Fig. 1. Laser welding system
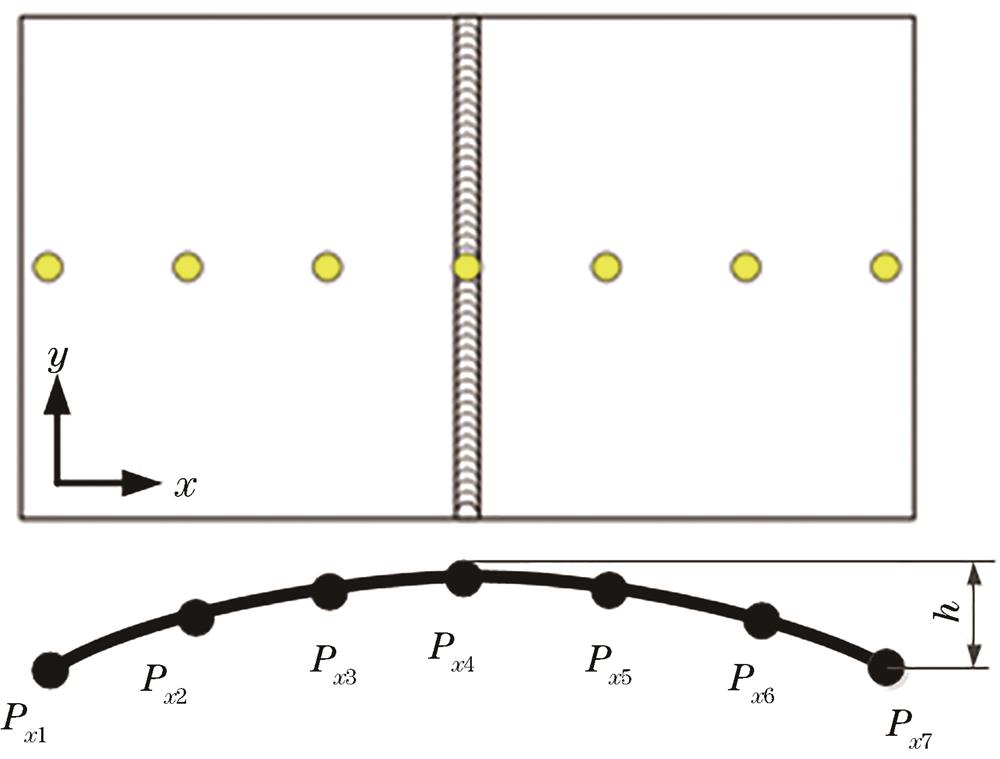
Fig. 2. Diagram of deformation measurement
Fig. 3. RSM-PSO optimization flow chart
Fig. 4. Normal probability residuals of the model. (a) Collapse model; (b) bending deformation model
Fig. 5. Weld section diagram
Fig. 6. Response value is the functional perturbation trend graph of the deviation of the central reference point. (a) Collapse depth; (b) bending deformation
Fig. 7. Interaction of process parameters on collapse depth. (a) Scanning speed and defocusing amount; (b) defocusing amount and laser power
Fig. 8. Interaction of process parameters on bending deformation. (a) Laser power and scanning speed; (b) laser power and defocusing amount
Fig. 9. Fitness curve
Fig. 10. Joint section views. (a) Optimal sample; (b) S9 sample; (c) S10 sample
|
Table 1. Experimental design and response
|
Table 2. Model analysis of variance table

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20