
Fengqiang Weng, Yongqiang Yang, Xin Chen, Yang Li. Printing-Time-Estimation Algorithm for Selective Laser Melting Multi-Galvanometer System[J]. Chinese Journal of Lasers, 2021, 48(18): 1802019
- Chinese Journal of Lasers
- Vol. 48, Issue 18, 1802019 (2021)
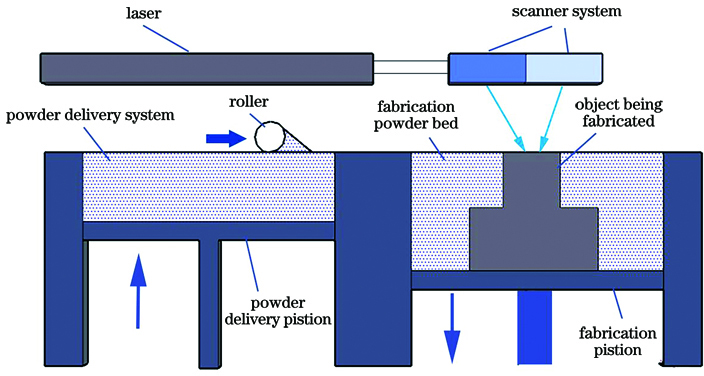
Fig. 1. Principle of powder spreading selective laser melting equipment
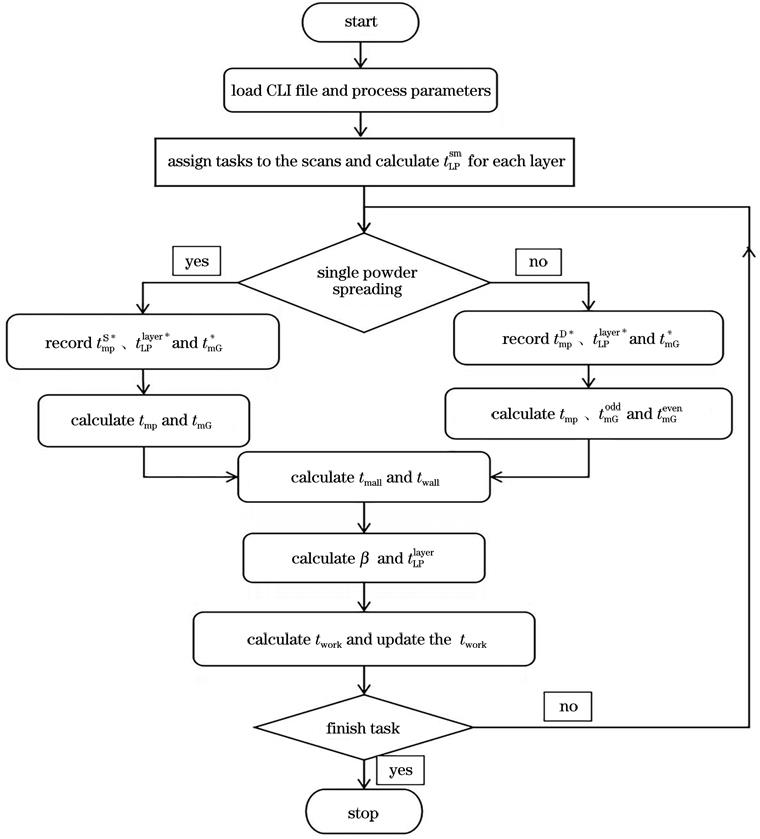
Fig. 2. Program flow chart of the printing time estimation algorithm of the SLM multi-galvanometer system
Fig. 3. Experimental process parameters and sample information. (a) Appearance of DiMetal-450; (b) print sample model
Fig. 4. Experimental results. (a) Scanning system time estimation and actual time fitting effect diagram; (b) scanning system deviation rate and proportional coefficient change trend
Fig. 5. Experimental results. (a) Time estimation effect diagram of printing task; (b) change of printing time estimation deviation rate
|
Table 1. Process parameters that affect time estimation
|
Table 2. Basic information of experimental samples
|
Table 3. Slice scanning path strategy
|
Table 4. Actual running time parameters of experimental samples
|
Table 5. Scanning system time estimation analysis
|
Table 6. Practical analysis of time estimation for printing tasks

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20