Objective Selective laser melting (SLM) technology is one of the most important manufacturing methods for laser powder bed fusion (LPBF). SLM technology is based on the layer-by-layer manufacturing process. Even with the wide application of SLM technology, its working time cost has remained a crucial scientific problem in this technical field. The working time of SLM additive manufacturing equipment is becoming increasingly important in production applications. Predicting the working time of additive manufacturing equipment has great practical significance in the operation and maintenance of the whole equipment and cost control.
This study provides an accurate algorithm and calculation method for predicting the printing time of themultilaser SLM system.
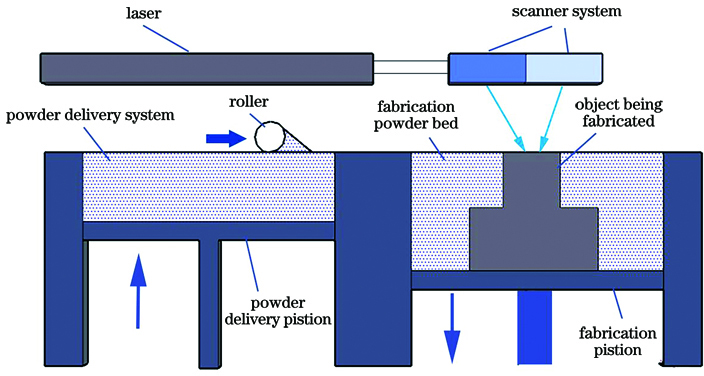
Methods The algorithm is based on the basic working principle of powder-laying SLM equipment. We employed the software control system of the multi-galvanometer SLM equipment to program and integrate the algorithm into the equipment control system. First, the algorithm calculated the theoretical printing time of the scanning system of the SLM equipment using the model diagram and process parameters and then obtained the real-time operation time of the powder-laying module of each time unit using the equipment control system in the printing process. The average number of powder-laying modules in the time unit was used to improve the time-prediction accuracy of the powder-laying module in each time unit. Adjusting the correction parameters in real-time was conducted using the difference between the actual operation time and the time-prediction value of the scanning system of the SLM equipment. By accumulating the working time of each layer of the equipment, a more accurate prediction of the manufacturing molding time was obtained. The practicability of the algorithm was verified using the existing dual-galvanometer SLM equipment. The experimental prototype was DiMetal-450, developed independently by Laseradd Technology(Guangzhou)Co Ltd, with loading CLI file data and setting reasonable path planning. The scanning system can realize the printing of a dual-galvanometer laser with the same size of 425 mm×425 mm×450 mm, and the powder-laying module can realize one- and two-way powder-laying forms. The experiment adopted dual-galvanometer laser printing in the same plane and one-way powder-laying for sample printing. To facilitate the verification, the sample adopted the unsupported entity graphics and the practicability of the algorithm was verified by measuring the deviation rate between the actual working and predicted working times.
Results and Discussions After verifying the algorithm via experiment, the following conclusions are obtained. First, from
Conclusions The processing-time-prediction algorithm of the SLM equipment control system can adapt to the existing equipment and can get ideal results. This algorithm provides an effective time-prediction method for the SLM control system, which helps enterprises plan production tasks reasonably, predict printing costs, and optimize the control system. It promotes a chain of continuous development of SLM equipment and control systems. Because the number of curves greatly influences the printing time of the scanning system, the prediction of the printing time of the scanning system will become an important evaluation index for optimizing the scanning path of SLM in future research.