Aluminum alloys are vital materials for performance improvement and structural weight reduction in automotive, aerospace, and other industries, owing to their high specific strength, corrosion resistance, and low density. However, the physical properties of aluminum alloys, including their high reflectivity, low boiling point, and high coefficient of thermal expansion, have resulted in problems such as low energy utilization, high porosity, and poor weld seam formation in laser welding. With the rapid development of galvanometer scanning technology, the combination of laser technology with galvanometer mirrors, known as laser stir welding, has emerged as a solution to these problems. By investigating the shape of the stirring motion, stirring patterns, and beam diameter during the welding process, researchers have explored effective approaches for achieving high-quality aluminum alloy formation. Nonetheless, challenges persist, including the expansion of the weld pool diameter and the reduction in pool depth, which directly affect the quality of the weld formation. Therefore, to address the low energy utilization (resulting in shallow melting penetration and a large melting width) observed in laser stir welding and to examine the influence of a small spot generated by collimating and focusing a small-core-diameter laser on the weld formation quality of aluminum alloys, this study investigates the aluminum alloy welding seam formation under different welding process parameters with 2-mm-thick 2A12 aluminum alloy as the research object.
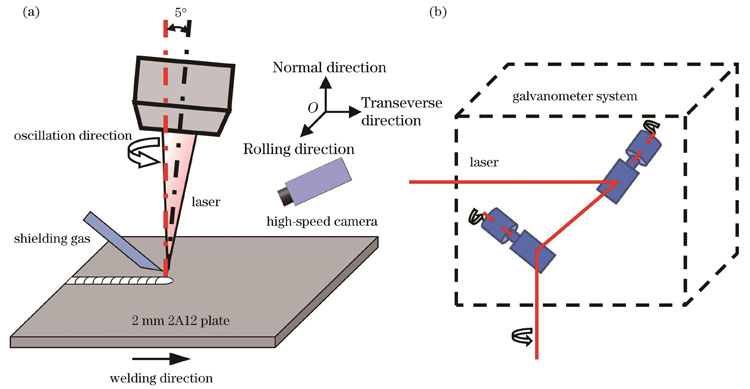
Before welding, the surface of the test specimen is prepared by grinding with a steel wire brush to remove the surface oxide film. Subsequently, the surface is wiped with an acetone solution to eliminate any oil contamination. The 2A12 aluminum alloy is subjected to laser stir welding in a flat-plate configuration, and the circular motion of the laser beam is achieved using a two-dimensional galvanometer. After welding, the surface morphology of the welds is examined using a metallographic microscope. Metallographic samples are prepared along the vertical direction of the weld. The metallographic samples are embedded, ground, and polished, followed by corrosion using Kroll's solution (1 mL HF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O). Finally, the weld microstructure is observed using a field-emission scanning electron microscope.
Trajectory simulation and energy distribution calculations are conducted using MATLAB. The results indicate that a higher energy density is achieved with a 14-μm-core-diameter laser at low power, enabling deeper weld penetration. The depth-to-width ratio of the weld pool is significantly affected (Figs.3 and 4). Within the stirring frequency range 50?200 Hz, the laser energy gradually shifts from one side to the other as the stirring frequency increases, eventually resulting in dual-energy peaks on both sides. As the stirring frequency increases to 300 Hz, the laser energy is concentrated in the middle region (Figs.5 and 6). The welding process is observed using a high-speed camera (Fig.7), which reveals that increasing the stirring frequency not only reduces the peak energy density but also facilitates a more uniform energy distribution, improving the stability of keyhole formation and enhancing the quality of the weld. The investigation of the threshold for deep penetration keyhole formation demonstrates that the threshold for a 14-μm-core-diameter laser is 19.1 times higher than that of a conventional 100-μm-core-diameter laser and 54.0 times higher than that of a 200-μm-core-diameter laser. This effectively prevents the transition from deep penetration welding to heat conduction welding, thereby maintaining a nearly constant weld width and depth (Fig.8).
In the present study, the impact of the trajectory and energy density of a 14-μm-core-diameter laser on weld formation is investigated. The results reveal that the laser with a smaller core diameter exhibits a smaller spot size and a higher concentration of energy during the stirring-welding process. It has a greater threshold for keyhole formation, resulting in a consistent depth-to-width ratio of 0.68 and a weld area of 2.1 mm2. The laser energy peak underwent a transition from a single peak to a double peak and ultimately converges in the central region. An increase in the stirring frequency within the range of 50?200 Hz is found to contribute to a more uniform distribution of laser energy, a reduction in spatter defects during the welding process, and an improvement in the stability of keyhole formation. At the stirring frequency of 200 Hz, the weld exhibits stable fish-scale patterns without visible defects or significant porosity.