
Yonghong Liu, Chuang Cai, Jia Xie, Bingbing Zhang, Jie Yu, Jiasen Huang. Microstructure and Properties of Rotating Laser Welded‑Brazed Aluminum/Nickel‑Plated Steel Dissimilar Joint[J]. Chinese Journal of Lasers, 2024, 51(12): 1202105
- Chinese Journal of Lasers
- Vol. 51, Issue 12, 1202105 (2024)
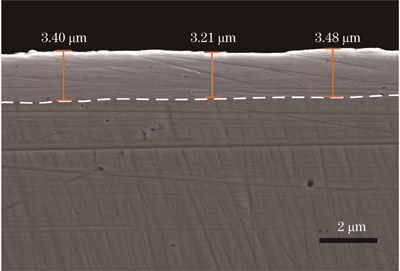
Fig. 1. Ni coating layer on surface of steel
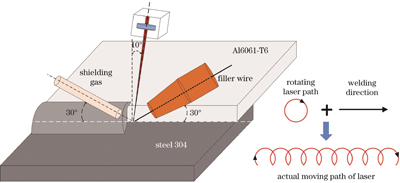
Fig. 2. Schematic of rotating laser welding-brazing device
Fig. 3. Joint cross sections and wetting widths. (a) Without rotating laser mode; rotating diameter is (b) 1 mm, (c) 2 mm, (d) 3 mm, (e) 4 mm; rotating frequency is (f) 10 Hz, (g) 50 Hz, (h) 70 Hz, (i) 80 Hz
Fig. 4. Effects of laser rotating parameters on wetting width. (a) Rotating diameter; (b) rotating frequency
Fig. 5. SEM images of weld /steel interfacial regions under different rotating diameters. (a) 0 mm; (b) 2 mm; (c) 4 mm
Fig. 6. SEM images of weld/steel interfacial regions under different rotating frequencies. (a) 10 Hz; (b) 30 Hz; (c) 50 Hz
Fig. 7. Line loads of joints under different rotating parameters. (a) Rotating diameter; (b) rotating frequency
Fig. 8. Schematics of two fracture modes. (a) Fracture at interface; (b) fracture at weld
Fig. 9. Fracture morphologies of Al/Fe joints under different welding parameters. (a) Fracture on steel side without rotation; (b) fracture on weld side without rotation; (c) rotating frequency of 30 Hz, and rotating diameter of 2 mm; (d) rotating frequency of 30 Hz, and rotating diameter of 4 mm
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 1. Chemical compositions of 6061-T6 aluminum alloy, 304 stainless steel, and AlSi12 filler wire
|
Table 2. Process parameters of rotating laser welding-brazing
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 3. EDS results of marked zones in Fig. 5 and Fig. 6
| ||||||||||||||||||||||||||||||||||||||||
Table 4. EDS results of regions shown in Fig. 9

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20