The use of low-density lightweight materials, such as aluminum alloys, instead of traditional steel, titanium, and other materials to form a dissimilar material composite structure is an important way to achieve a light weight. Because of the different physical and chemical properties of aluminum alloys and steel, it is difficult to join aluminum and steel by laser welding-brazing. Brittle intermetallic compounds (IMCs) in the interface layer are easily produced owing to the small solid solubility between iron and aluminum. In this research, a rotating laser is applied to improve the temperature distribution and optimize the interface reaction. Based on the analysis of the morphology, type, and thickness of the interface layer of the aluminum/steel laser welding-brazing joint under different rotating parameters, the mechanical properties of the aluminum/steel welded joint are studied by a tensile test, and the fracture morphology and fracture mode of the joint are also investigated.
The test materials are a 304 stainless-steel plate with a size of 100.0 mm×80.0 mm×0.9 mm and a 6061-T6 aluminum alloy sheet with a size of 100.0 mm×80.0 mm×1.2 mm. AlSi12 is used as filler wire. A fiber laser is used as the heat source. High-purity argon (volume fraction of 99.99%) with a gas flow rate of 25 L/min is used as the protective gas. After welding, the cross-sectional morphology of the weld is observed by using a metallographic microscope. A scanning electron microscope (SEM) is used to analyze the morphology and thickness of the IMC layer. The chemical composition of the interface layer is detected using an energy-dispersive X-ray spectroscope (EDS) system integrated with the SEM. The mechanical performance of the joint is represented by the line load. The fracture morphology is observed using the secondary electron detector of the SEM.
After the addition of the rotating laser, the thickness of IMCs composed of θ-(Fe, Ni)(Al, Si)3 and τ5-(Fe, Ni)1.8Al7.2Si is significantly reduced, and the uniformity of the IMC layers is improved. The line load of the joint without a rotating laser is 215.9 N/mm. The joint with a rotation diameter of 2 mm has the largest line load of 289.1 N/mm, which is 33.9% higher than that without rotation. Compared with nonrotating-laser joints, the joint line load increases because of the thinning of the intermetallic layer and the reduction of the complexity of the IMC. At a rotation diameter of 2 mm and frequency of 30 Hz, a fracture occurs at the weld. Under these parameters, the IMC thickness of the joint is uniform and only composed of the τ5-(Fe, Ni)1.8Al7.2Si phase. Compared with the θ-(Fe, Ni)(Al, Si)3/τ5-(Fe, Ni)1.8Al7.2Si interface, a single τ5-(Fe, Ni)1.8Al7.2Si/steel interface achieves relatively low interface crystal plane mismatch and better bonding performance, thereby improving the tensile performance of the joint. In the EDS results in Table 4, α-Al and Al-Si eutectic on the fracture can be observed. Additionally, many dents are formed on the fracture, and the fracture mode is ductile fracture.
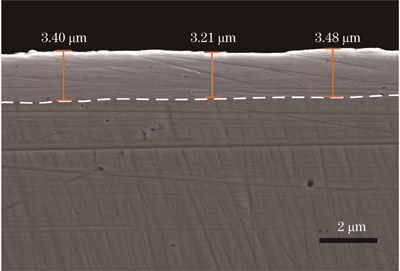
Compared with the rotating frequency, the rotating diameter has a greater influence on the wetting width of the joint. To obtain a well-formed rotating laser welding-brazing aluminum/steel joint, the welding process parameters should be optimized with a laser rotating diameter of 2 mm. When the laser is not rotating, two layers of IMCs with a thickness of approximately 8.45 μm are formed at the interface. After the rotating laser is applied, the thickness of the intermediate layer is reduced, and the variety is decreased. The rotating laser reduces the welding peak temperature and inhibits the formation of brittle IMCs. At a laser rotation diameter of 2 mm and frequency of 30 Hz, the linear load reaches a maximum value of 289.1 N/mm, which is approximately 33.9% higher than that without the rotating laser. The fracture position of the joint changes from the interface layer without the rotating laser to the weld.