
Xianlei Liu, Xiaodong Zhang, Hangyu Xu, Zhen Zeng. Machining Error Analysis of Freeform Surface Off-Axis Three-Mirror System Based on Optical Performance Evaluation[J]. Acta Optica Sinica, 2017, 37(8): 0812005
- Acta Optica Sinica
- Vol. 37, Issue 8, 0812005 (2017)
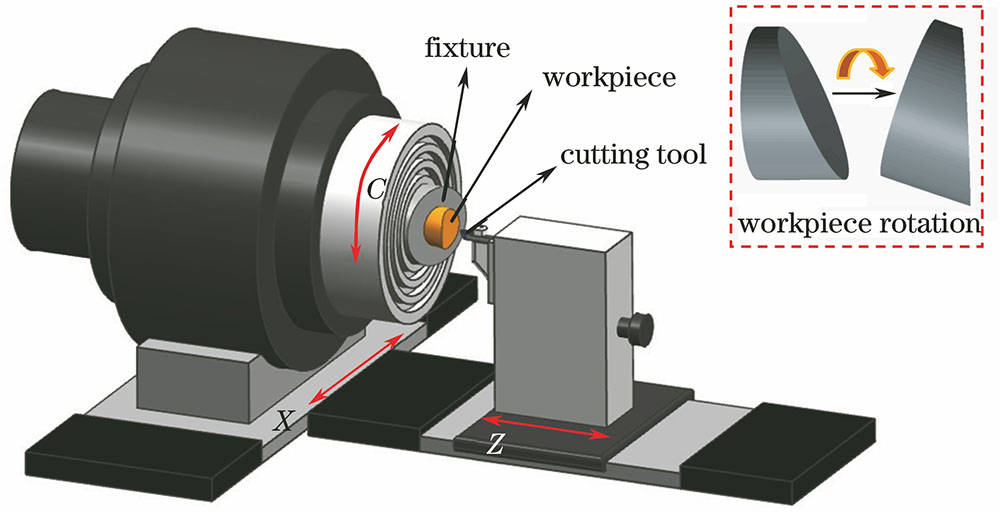
Fig. 1. Schematic diagram of the ultra-precision three-axis machine
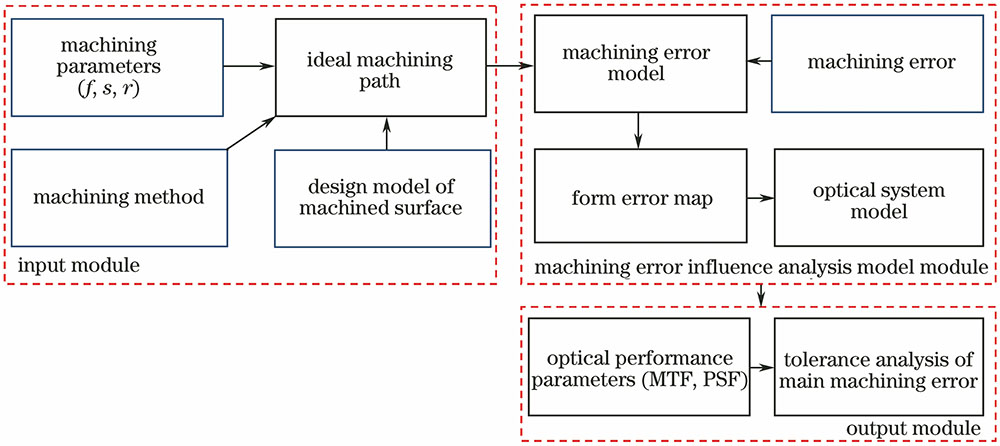
Fig. 2. Flowchart of machining error influence analysis model of ultra-precision machine
Fig. 3. Conversion relationship between different optical performance indexes
Fig. 4. Model diagram of off-axis three-mirror system
Fig. 5. Surface-shape error and its effect on MTF for primary mirror. (a) Surface-shape error map; (b) variation diagram of meridional MTF with PV value of surface-shape error; (c) variation diagram of sagittal MTF with PV value of surface-shape error
Fig. 6. Machining errors' effect on MTF for secondary mirror. (a) Variation diagram of meridional MTF with PV value of surface-shape error; (b) variation diagram of sagittal MTF with PV value of surface-shape error
Fig. 7. Machining errors' effect on MTF for tertiary mirror. (a) Variation diagram of meridional MTF with PV value of surface-shape error; (b) variation diagram of sagittal MTF with PV value of surface-shape error
Fig. 8. Effects of angle errors on MTF of the system. (a) Effects of angle errors of the primary mirror on MTF of the system; (b) effects of angle errors of the secondary mirror on MTF of the system; (c) effects of angle errors of the tertiary mirror on MTF of the system
|
Table 1. Geometric errors and tool errors of ultra-precision three-axis machine
|
Table 2. Ratio of machining errors to surface-shape errors
|
Table 3. Tolerances of surface-shape errors' PV values and machining errors for primary mirror
|
Table 4. Tolerances of surface-shape errors' PV values and machining errors for secondary mirror
|
Table 5. Tolerances of surface-shape errors' PV values and machining errors for tertiary mirror

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20