
Yajun Chen, Wenting Lu, Yating Yang. Optimization of Laser Paint Removal Process for Carbon Fiber Composite Substrate Based on Response Surface Analysis[J]. Chinese Journal of Lasers, 2023, 50(12): 1202208
- Chinese Journal of Lasers
- Vol. 50, Issue 12, 1202208 (2023)
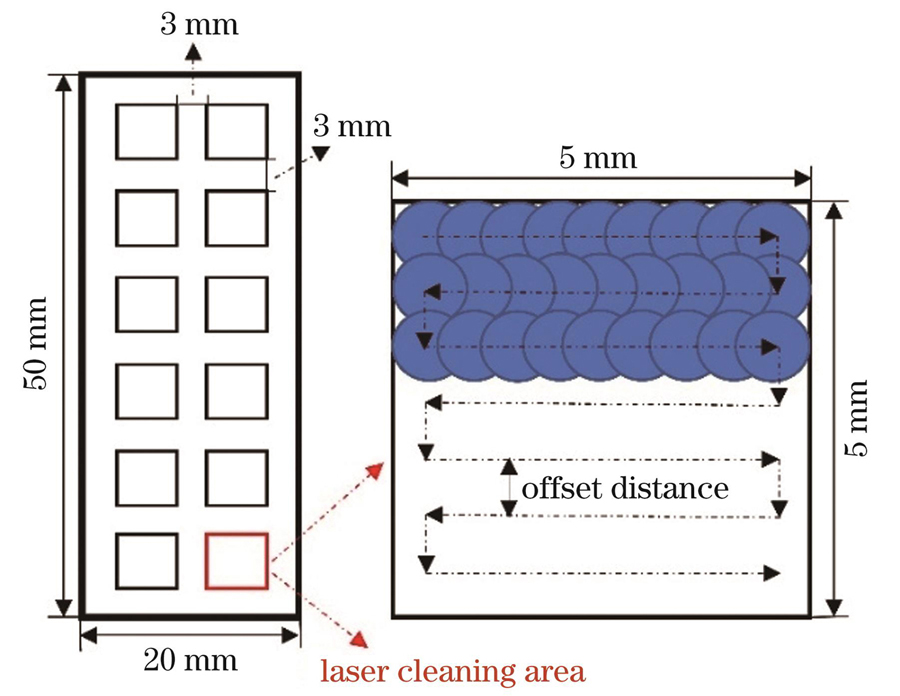
Fig. 1. Schematic of scanning path of laser paint removal
Fig. 2. Epoxy primer on sample surface. (a) Paint thickness distribution; (b) morphology of paint
Fig. 3. Comparison of actual and predicted values. (a) Fiber exposure percentage E; (b) single pulse paint removal depth D; (c) ten-point height of microcosmic irregularity Rz
Fig. 4. Effect of interaction of different factors on fiber exposure percentage
Fig. 5. Effect of laser power and repetition frequency on fiber exposure percentage. (a) Contour plot; (b) response surface plot
Fig. 6. Effect of scanning speed and repetition frequency on fiber exposure percentage. (a) Contour plot; (b) response surface plot
Fig. 7. Effect of laser power and scanning speed on fiber exposure percentage. (a) Contour plot; (b) response surface plot
Fig. 8. Effect of interaction of different factors on single-pulse paint removal depth
Fig. 9. Effect of laser power and repetition frequency on single-pulse paint removal depth. (a) Contour plot; (b) response surface plot
Fig. 10. Effect of scanning speed and repetition frequency on single-pulse paint removal depth. (a) Contour plot; (b) response surface plot
Fig. 11. Effect of scanning speed and laser power on single-pulse paint removal depth. (a) Contour plot; (b) response surface plot
Fig. 12. Influence of interaction of different factors on ten-point height of microcosmic irregularity
Fig. 13. Effect of laser power and repetition frequency on ten-point height of microcosmic irregularity. (a) Contour plot; (b) response surface plot
Fig. 14. Influence of scanning speed and repetition frequency on ten-point height of microcosmic irregularity. (a) Contour map;
Fig. 15. Effect of scanning speed and laser power on ten-point height of microcosmic irregularity. (a) Contour plot; (b) response surface plot
Fig. 16. Laser paint removal sample. (a) SEM morphology of sample surface with residual paint; (b) SEM morphology of complete paint removal surface; (c) three-dimensional morphology
|
Table 1. Main technical parameters of laser paint removal system
| |||||||||||||||||||
Table 2. Response surface optimization test input factors and level design
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 3. Response surface optimization test design matrix and test results
|
Table 4. Analysis of variance of mathematical model of E
|
Table 5. Analysis of variance of mathematical model of D
|
Table 6. Analysis of variance of mathematical model of Rz
| ||||||||||||||||||||||||||||||||||||||
Table 7. Optimization criteria and weight
|
Table 8. Optimization results

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20