The paint layer on the surface of aircraft skin, automobile bodies, and ships adds a visual appeal and helps in corrosion prevention and improvement of aerodynamic shape. However, because of the requirements of equipment overhaul, substrate maintenances and paint layer repair, the old paint layer needs to be removed, and the surface needs to be repainted periodically. Traditional paint removal processes, such as chemical and mechanical paint removal, are laborious, easily cause substrate damage, and significantly reduce the service time of parts. Laser paint removal is an emerging paint removal technology with the advantages of high efficiency, environmental protection, controllable parameters, and automation, and it has potential for industrial applications. Response surface optimization is a process parameter optimization method that requires fewer operations, has shorter test cycles, and yields higher accuracy of results. Based on this background, we investigate the effect of laser parameters on varnish removal on the surface of carbon fiber composites using the response surface optimization method. Process parameters are also optimized to obtain a combination of process parameters with excellent paint removal effect, moderate efficiency, and guaranteed repainting quality.
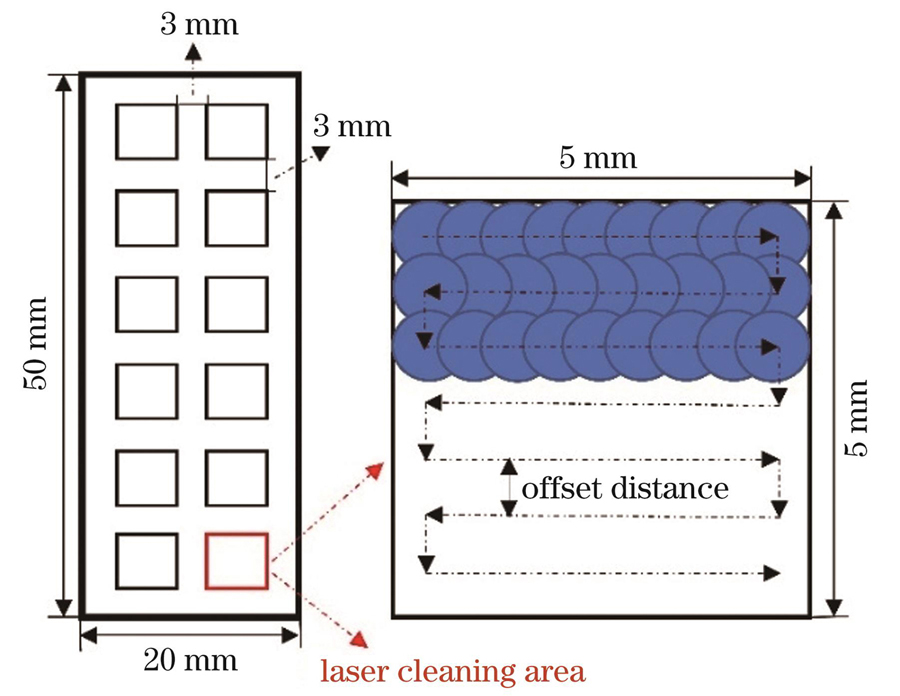
A three-factor, three-level Box-Behnken experimental design with laser power P, pulse frequency f, and scanning speed v as input factors was used for laser paint removal tests. The optimization parameters were determined using Design Expert’s three-dimensional graphics technology, which significantly reduces the complexity of the technical study caused by the low damage threshold and poor thermal conductivity of the composite material. After the paint removal test, Image Pro Plus software was used to calculate carbon fiber exposure percentage E. Laser confocal microscopy was then used to determine the depth of paint removed, ten-point height of irregularities of the paint removal surface, and the single-pulse paint removal depth D, also known as the paint ablation rate. Process parameters were optimized by constructing a mathematical model between the input factors and the paint removal cleanliness, process efficiency, and industrial reapplication index to obtain a combination of process parameters with excellent paint removal, moderate efficiency, and guaranteed repainting quality.
Laser power P has the greatest effect on carbon fiber exposure percentage, and the fiber exposure percentage increases significantly with the increase in P. This is because, during laser paint removal, the laser energy absorbed by the system per unit time increases as P increases. The most significant factor affecting the depth of single-pulse paint removal is the pulse frequency f, and D decreases rapidly with increasing f. This is because the laser quality of low-frequency pulses is superior, and the acceleration of the light output speed cannot compensate for the decrease in the laser output quality when the pulse frequency increases. The ten-point height of microcosmic irregularity, Rz, decreases significantly with the increase in laser scanning speed v. This is due to the high lap rate of adjacent spots and the increase in the diameter and depth of the ablation craters on the paint surface at slow scanning speeds. It is observed that low-frequency (f<25 kHz), high-power (P>14 W) laser slow scanning (v<130 mm/s) results in higher paint removal cleanliness, higher fiber exposure percentage, and higher paint-removal efficiency, whereas medium-frequency (40 kHz<f<60 kHz), low-power (P<11 W) laser fast scanning (v>180 mm/s) results in ten-point height of microcosmic irregularity closer to the standard value (45-55 μm), which ensures the quality of paint removal.
For the composite matrix, the fiber exposure percentage on the surface after laser paint removal increases significantly with the increase in laser power but decreases with the increase in pulse frequency and scanning speed, where the laser power has the most significant effect on carbon fiber exposure percentage. The scanning speed has no significant effect on single-pulse paint removal depth, but it changes rapidly when the pulse frequency changes. The high-frequency pulse decreases the single-pulse laser energy, resulting in a significant decrease in paint removal depth. The laser power, scanning speed, and pulse frequency affect the ten-point height of microcosmic irregularity, which will increase with increasing laser power. At low scanning speeds and pulse frequencies, the scanning speed has a greater degree of influence than laser power and pulse frequency. When the laser power is 14.4 W, the scanning speed is 200 mm/s, and the pulse frequency is 20 kHz, the fiber exposure percentage E on the paint removal surface is 0.073%, the ten-point height of microcosmic irregularity is 55.3 μm, and the single-pulse paint removal depth D is 46.05 μm·pulse-1. In addition, the single-pulse paint removal capacity and efficiency are moderate, and the quality of the repainting process is guaranteed.