
Guiling Hu, Peng Shi, Lei Zhang. Microstructure and Machinability of Laser Cladding Co-WC on High Speed Steel Tools for Numerical Control Machine Tools[J]. Laser & Optoelectronics Progress, 2022, 59(11): 1114008
- Laser & Optoelectronics Progress
- Vol. 59, Issue 11, 1114008 (2022)
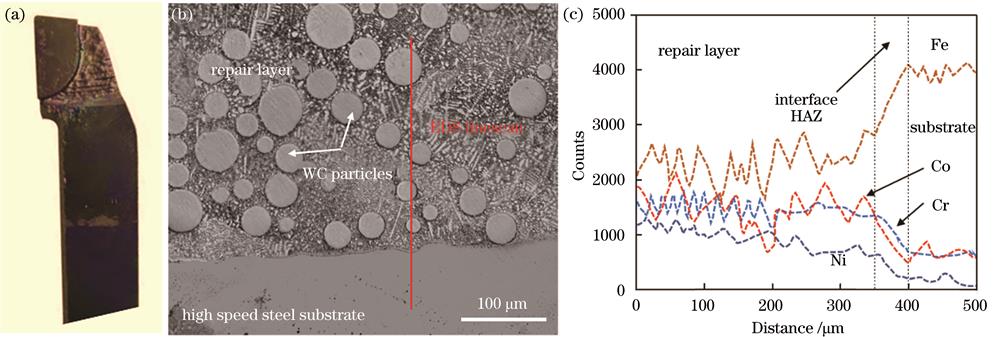
Fig. 1. Macro morphology and microstructure of repaired tool. (a) Macro morphology of repaired tool; (b) microstructure; (c) EDS element distribution
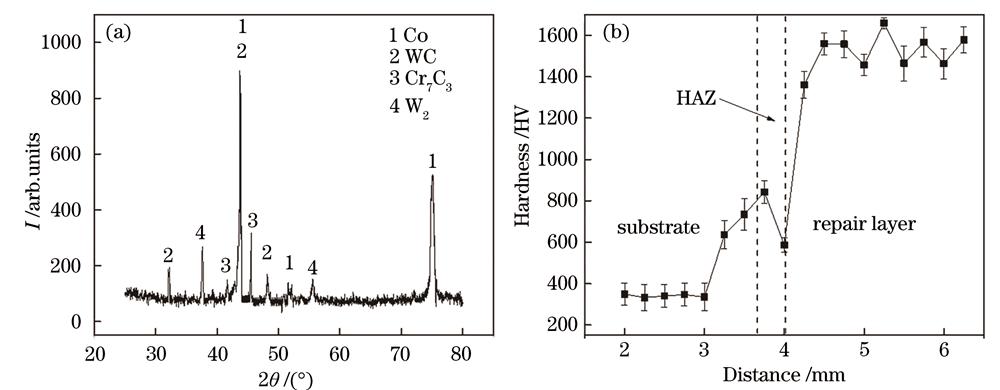
Fig. 2. Experimental results. (a) XRD pattern of damaged high speed steel repair layer; (b) hardness distribution curve
Fig. 3. Comparison of friction and wear tests between repaired and unrepaired HSS tools. (a) Comparison of friction coefficients; (b) comparison of mass loss; (c) SEM morphology of original HSS surface; (d) SEM morphology of HSS surface repaired by laser
Fig. 4. Bonding strength test of substrate and repair layer. (a) Size of tensile shear specimen; (b) SEM fracture
Fig. 5. Comparison of wear behavior of two tools after cutting. (a) Cutting model of tool face; (b) original HSS tool; (c) laser repair tool
|
Table 1. Chemical composition of Co alloy powder
|
Table 2. Thermo-physical properties of WC powder
|
Table 3. Chemical composition of vacuum cast high speed steel
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 4. EDS analysis result of the layer

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20