Selective laser melting (SLM), also known as laser powder bed fusion (LPBF), has broad application prospects due to its excellent performance and high fabrication accuracy. SLM technology is developing toward multi-beam, multi-material, high quality, and high-efficiency manufacturing. However, defects, such as internal metallurgical defects, and residual stress, restrict its process reliability and repeatability. Investigating the laser-matter interaction and its internal relationship with forming defects is expected to provide a scientific theoretical basis for SLM to achieve stable forming with fewer defects. This work studies the interaction between vapor plume and spatter behavior during SLM based on high spatial-temporal resolution in situ imaging systems.
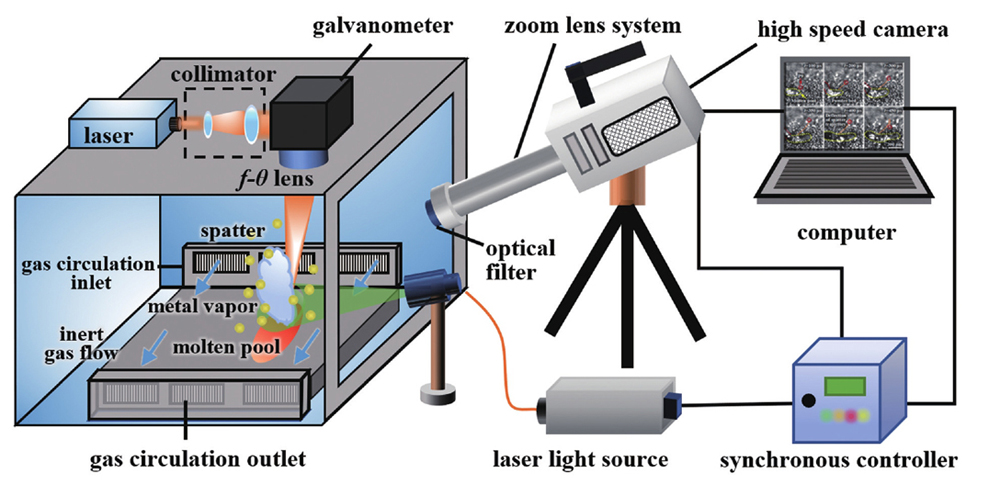
The high spatial-temporal resolution in situ imaging system consists of a high-speed video camera (Phantom 2012, Vision Research, USA), a synchronized pulsed high-power diode laser light source (CAVILUX HF, Cavitar, Finland), and a zoom lens system (12X Zoom, Navitar, USA). In this work, imaging was performed at up to 105 frames/s with a 1 μs exposure time. In front of the camera lens, a Thorlabs narrow bandpass filter with a wavelength of 808 nm was placed. With a full field of view of 2.0 mm×1.8 mm, the camera setup angle between the object plane and processing plane was 45°. The spattering trajectory is the projection on the plane parallel to the CMOS detector. An image filtering algorithm used to increase the sharpness of the spatter imaging. The sizes, numbers, ejection angles, and ejection velocities of the spatter trajectory were quantified using ImageJ 1.53.
(1) Droplet spatter (ejected from the "liquid base" of the molten pool) driven by the metal vapor recoil pressure. When the laser energy density is 27.5 J·mm-3, the ejection of the liquid column in the molten pool is not noticeable. As the laser energy density increases to 59.0 J·mm-3, the protrusion and the droplet column are formed at the rear of the molten pool. The super-threshold ejection occurs when the laser energy density Ev=90.4 J·mm-3 (Fig. 2), and the droplet column ejection process can be divided into three stages (Fig. 3): the rising stage (Section ①); the oscillation stage (Sections ②-④); and the falling stage (Section ⑤). The hemispherical protrusion radius of the droplet column Rdc ranges from 16.2 μm to 52.5 μm. Therefore, 3.1-5.6 m·s-1 can be estimated as the vertical component of the threshold velocity uth_l (Eq. 2). The peak value of the ejection velocity vertical component uv (20.0 m·s-1) is greater than uth_l, indicating that the protrusion ejects completely at approximately t=70 μs. With the high-speed ejection and oscillation, the droplet column broke at least four times in 500 μs, and the oscillation frequency is approximately 8 kHz.
(2) Powder spatter (ejected from the "solid base" of the substrate) driven by the metal vapor-induced entrainment. Under the influence of metal vapor entrainment, the typical spatter particle ejection process can be divided into four stages (Fig. 4): ① agglomerates on the substrate (P1, P2, and P3); ② enters the entrained inert gas flow (P1 and P2); ③ enters the metal vapor plume (P2); and ④ falls back into the powder bed or enters the circulating inert gas flow. The ejection velocities of small-sized spatters are relatively high, and the deviation of ejection angle is small (Fig. 5), implying that their average ejection angle can represent the metal vapor propagation direction (134.1°±4.1°). For particle P1, the average ejection angle is 95.2° from t=550 μs to 1100 μs, indicating that P1 does not enter the vapor plume. On the contrary, for particle P2, the average ejection angle is 130.8° (very close to metal vapor propagation direction) from t=980 μs to 1100 μs, implying that P2 enters the vapor plume. Furthermore, under the influence of the metal vapor plume, the geometry of P2 vibrates, indicating the heat and momentum transfer from the metal vapor plume to P2.
(3) Spattering dynamics driven by the metal vapor recoil pressure. As spatter particle P9 enters the laser beam region, when the temperature steeply increases, the upper parts of the particle begin to boil (incandescent state) at t=350 μs, and the particle’s trajectory changes drastically by the vapor recoil pressure (Fig. 7). Within a very short period (t=360-390 μs), the ejection angle changes from 86° to -86.9°, and uv changes from 1.9 m·s-1 to -3.3 m·s-1 (Fig. 8). Therefore, the effective recoil pressure can be calculated as 2.7×104 Pa, which is consistent with the theoretical results of the Clausius-Clapeyron equation. Moreover, according to the SLM equipment parameters adopted in this work, it is calculated that the laser focal depth is 3.4 mm. Hence, the spatter (h= 400 μm) ejected above the molten pool (h=0 μm) is located at the laser focal depth. This suggests that the metal vapor recoil on the surface of the molten pool can be derived from the metal vapor recoil on the spatter P9 by in-situ measurements with high spatial-temporal resolution.
We reveal the ejection process and the melt escape velocity threshold of the droplet spatter from the "liquid base" of the molten pool. The ejection process of powder spatter from the "solid base" of the substrate is also revealed as well as the gas velocity threshold.
The spattering during SLM was used as a tracer particle to obtain in-situ measurements of vapor recoil pressure through the "vapor-solid" interaction between metal vapor and powder particles, and the experimental measurements were in good agreement with the theoretical calculations. This lays the foundation for future research on the "vapor-liquid" interaction between metal vapor and molten pool (e.g., vapor recoil-induced keyhole and other phenomena).
The physical essence of SLM additive manufacturing is "laser-matter interaction." The research will be expanded in the future to include "laser" and "material, " e.g., the multi-beam laser-matter interaction during SLM and the forming mechanism of multi-material and difficult-to-form materials, which is expected to provide the scientific theoretical basis for SLM technology to achieve stable forming with fewer defects.