
















Jie Yu, Chuang Cai, Jia Xie, Ying Liang, Jiasen Huang, Zhijie Liu, Yonghong Liu. Process Parameter Optimization for Laser-Arc Hybrid Welding of Low-Carbon Bainite Steel Based on Response Surface Methodology[J]. Chinese Journal of Lasers, 2022, 49(16): 1602018
- Chinese Journal of Lasers
- Vol. 49, Issue 16, 1602018 (2022)
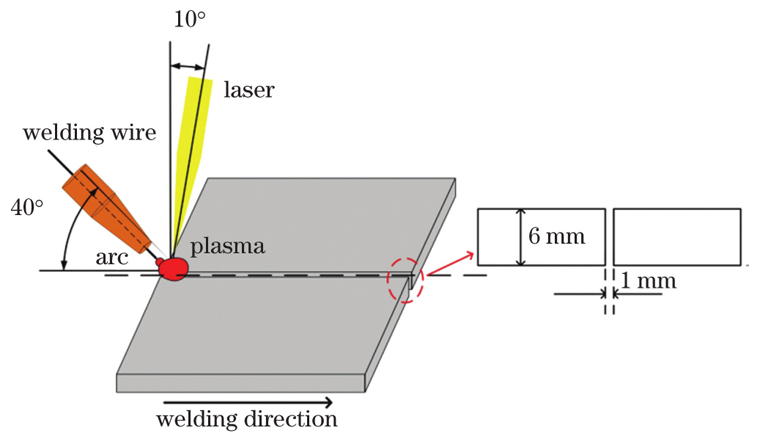
Fig. 1. Schematics of laser-arc hybrid welding system and groove
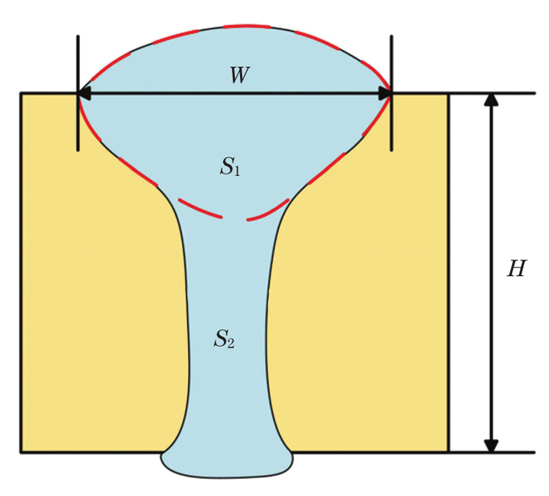
Fig. 2. Schematic of weld measurement area
Fig. 3. Influence curves of weld forming coefficient. (a) Scattered point distribution; (b) single factor disturbance curves; (c) contour lines characterizing interactions of P and Vw with ψ;(d) response surface characterizing interactions of P and Vw with ψ;(e) contour lines characterizing interactions of P and Vf with ψ;(f) response surface characterizing interactions of P and Vf with ψ;(g) contour lines characterizing interactions of Vw and Vf with ψ;(h) response surface characterizing interactions of Vw and Vf with ψ
Fig. 4. Influence curves of laser area ratio. (a) Scattered point distribution; (b) single factor disturbance curves; (c) contour lines characterizing interactions of P and Vw with R; (d) response surface characterizing interactions of P and Vw with R; (e) contour lines characterizing interactions of P and Vf with R; (f) response surface characterizing interactions of P and Vf with R; (g) contour lines characterizing interactions of Vw and Vf with R; (h) response surface characterizing interactions of Vw and Vf with R
Fig. 5. Typical weld morphologies under optimized process parameters (P=4250 W, Vw=16 mm/s, and Vf=13 m/min). (a) Front side; (b) back side; (c) cross-section
|
Table 1. Chemical compositions of low-carbon bainite steel and welding wire (mass fraction, %)
| |||||||||||||||||||
Table 2. Process parameter levels for laser-MAG hybrid welding of low-carbon bainite steel
|
Table 3. Statistics of test parameters and response values for laser-MAG hybrid welding of low-carbon bainite steel
|
Table 4. Weld formation and cross-sectional morphology of low-carbon bainitic steel joint by laser-MAG hybrid welding
|
Table 5. Variance analysis of models for weld forming coefficient model
|
Table 6. Variance analysis of models for laser area ratio model
|
Table 7. Optimized process parameter range for laser-MAG hybrid welding of low-carbon bainite steel
| ||||||||||||||||||||||||||||||
Table 8. Statistical test results of ψ and R

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20