Low-carbon bainite steel has the advantages including high toughness and high specific strength, and has become the main material for the manufacture of high-speed train bogies which have increasingly stringent requirements for light-weighting. There are many butt joints and T-joints in bogies, which urgently need the high efficiency and quality welding technologies. Compared with MAG welding (MAG welding, metal active gas arc welding), the laser-arc hybrid welding with the combination of laser with arc improves the welding efficiency and reduces the welding defects. The laser-arc hybrid welding has a greater prospect of application in the welding of low-carbon bainite steel for high-speed train bogies. However, the parameter optimization for laser-arc hybrid welding is costly and time-consuming. The changes in the welding parameters and the interaction among the welding parameters cause the change in the weld formation. The response surface methodology (RSM) is used to study the influence of various parameters and the interaction among parameters on the response indexes, which is beneficial to achieve the parameter optimization for the laser-arc hybrid welding process. However, most studies have focused on the application of the response surface optimization analysis in the optimization of the single heat source welding process. Few studies have focused on the response surface optimization analysis for the hybrid heat sources. Here, the influence of various parameters and the interaction among parameters on the welding morphology is studied for laser-MAG hybrid welding of 6 mm thick low-carbon bainite steel butt joints based on the response surface methodology. The welding process parameters are optimized and tested. It is verified that the process optimization for laser-MAG hybrid welding of new low-carbon bainite steel is realized.
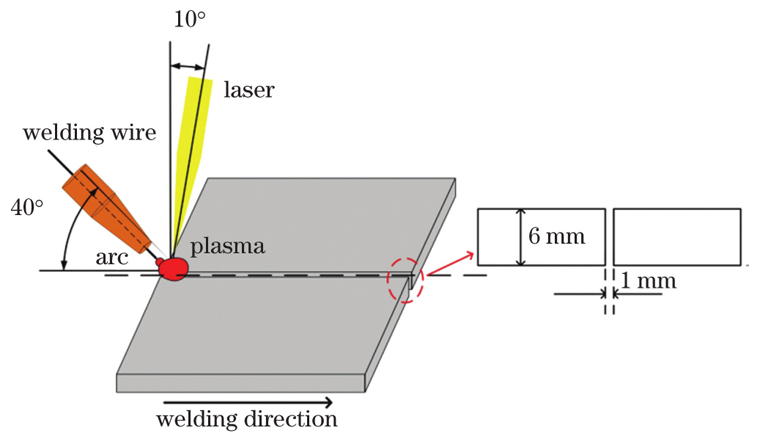
A new type of low-carbon bainite steel plate with a size of 350 mm×175 mm×6 mm is used as the base metal, and the welding wire with a diameter of 1.2 mm is adopted as the filler wire. The 10 kW fiber laser and the arc from welding machine are used as the heat source. A robot and an integrated operation control cabinet are equipped in the welding system. A laser leading mode is adopted for laser-MAG hybrid welding, the I-shaped groove with a butt gap of 1.0 mm is adopted in the experiment, and single-sided formation and double-sided welding formation are obtained. The welding test plate is placed on a horizontal workbench. In order to prevent laser reflection from damaging the internal structure of the laser, the angle of laser beam relative to the vertical direction is set as 10°. The angle of welding torch relative to the test plate is set as 40°. The distance between laser and filler wire is 2 mm. The laser defocused distance is 0 mm during welding. The shielding gas of Ar+ CO2 mixture with a gas flow rate of 25 L/min is used. (Fig. 1). The microscope is used to observe and photograph the morphologies of welded joints. The weld width (W), penetration depth (H), arc zone area (S1), and laser zone area (S2) are first measured by the Image-Pro software. Then the weld forming coefficient (ψ) and the laser zone area ratio (R) are calculated to characterize the shape and size of the weld and the proportion of laser energy in the total energy, respectively. The test results are arranged, counted, and analyzed by the Design-Expert software.
The mathematical models for the weld formation coefficient ψ and the laser area ratio R are established based on the experimental factors and response statistics. According to the F test, the reliabilities of the ψ and R models are excellent. With the increase of laser power (P), ψ first increases and then decreases. With the increase of welding speed (Vw), ψ gradually decreases. With the increase of wire feeding speed (Vf), the formation coefficient ψ increases slowly. As shown in the response surface diagram of ψ versus P and Vw,ψ is high due to the large volume of molten metal, the big weld penetration depth and width caused by the low laser power and welding speed. ψ=1.1-1.2 is first determined by the experimental parameters of joints with well formation, and then the optimized parameter interval P=4000-4300 W and Vw=15.1-16.3 mm/s are obtained. The response surface diagram of ψ versus P and Vf illustrates that the optimized parameter range is P=3970-4370 W and Vf=10.9-14.5 m/min. The response surface diagram of ψ versus Vw and Vf indicates that Vw has a significant impact on ψ, while Vf has a relatively small impact on ψ. The optimization interval is Vw=15.3-16.6 mm/s and Vf=12.3-13.6 m/min (Fig. 3). In the R model, R first increases and then decreases with the increase of P and Vw. R has a gradual upward trend with the increase of Vf. The response surface diagram of R versus P and Vw illustrates that R is high when the welding speed is low. According to the 6th and 16th tests, R=0.2-0.3 is determined, and the corresponding optimization interval is P=4120-4300 W and Vw=14.8-16.4 mm/s. The response surface diagram of R versus P and Vf shows that both P and Vf have little impact on R, and the optimization interval is P=4100-4320 W and Vf=10.6-13.9 m/min. According to the response surface diagram of R versus Vw and Vf,the optimization interval is Vw=13.9-16.4 mm/s and Vf=11.5-13.6 m/min (Fig. 4). Based on the above analysis, the final optimization interval is P=4120-4300 W, Vw=15.3-16.3 mm/s, and Vf=12.3-13.6 m/min. P=4250 W, Vw=16 mm/s, Vf=13 m/min, and P=4200 W, Vw=15.5 mm/s, and Vf=13 m/min are selected for test verification, respectively. The obtained weld is well formed and the accuracies of ψ and R models are 95.0% and 92.3%, respectively.
Based on the response surface methodology, two statistical models of the appearance quality of the low-carbon bainite steel welded joints by laser-MAG hybrid welding under different laser powers, welding speeds, and wire feeding speeds are established. In the models, wire feeding speed has a significant influence on ψ and P. Welding speed is negatively relative to ψ and P. The interaction between laser power and welding speed has a significant influence on ψ. The interaction between wire feeding speed and welding speed has a significant influence on R. When ψ=1.1-1.2 and R=0.2-0.3, the process parameters of laser power, welding speed, and wire feeding speed are optimized as P=4120-4300 W, Vw=15-16 mm/s, and Vf=12-14 m/min. The parameters of P=4250 W, Vw=16 mm/s, Vf=13 m/min, and P=4200 W, Vw=15.5 mm/s, and Vf=13 m/min are selected for the experimental verification, respectively. The obtained weld is well formed. The accuracies of the ψ and R models are 95.0% and 92.3%, respectively.