30Cr3 steel, developed in China, is a new type of ultra-high-strength steel mainly used in the manufacture of aerospace solid rocket engine shells. However, few studies have conducted welding tests on this material. The primary welding methods used in production are tungsten arc welding and electron beam welding; however, tungsten arc welding has disadvantages such as arc energy divergence, a wide heat-affected zone, and large welding deformation. Electron-beam welding must be performed in a vacuum environment. The shape and size of weldment are limited by the size of vacuum chamber as engine size increases. Laser welding has the advantages of high energy density and fast welding speed. The application of laser welding to the manufacture of solid rocket engine shells can significantly reduce costs and improve production efficiency. The present study systematically investigates the laser welding characteristics of 30Cr3 aerospace ultra-high-strength steel, providing an experimental basis and theoretical support for the efficient and high-quality welding of this material.
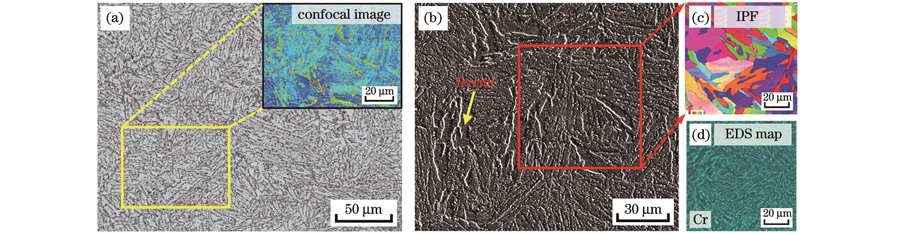
The base metal used in the test is a 30Cr3 ultra-high-strength steel plate with the dimension of 150 mm×75 mm×2.5 mm. The 30Cr3 base metal is in a quenched and tempered state, and the room temperature microstructure is tempered sorbite, composed of strip ferrite and granular carbide. A butt form is used for the welding joint. Based on the previous study, the laser power range selected is 3.4-3.7 kW, the welding speed is 1.2 m/min, and the defocusing amount is 0. During the welding process, a high-speed photographic system is used to obtain images of the welding pool, and the dynamic behavior of the laser keyhole is directly observed through a high-temperature resistant quartz glass. The recording rate is 5000 frame/s. Based on laser Doppler effect, a laser vibrometer is used to collect the micron-level vibration signal of the molten pool surface during the welding process at a sampling frequency of 78000 Hz. Following welding, metallographic samples are cut perpendicular to the weld. After the samples are ground and polished, the optical microscopy (OM) and scanning electron microscopy (SEM) are used for observations, and the weld area is analyzed using electron backscatter diffraction (EBSD) and X-ray diffraction (XRD) methods. The tensile properties and impact toughness of the welded joints are evaluated at room temperature. A microhardness tester is used to determine the hardness distribution of the welds. The test load and pressure holding time are 4.9 N and 15 s, respectively.
The dynamic behaviors of the keyhole, which affect the stability of the welding process, vary significantly under different weld penetration modes. The instability of the keyhole critical penetration mode is primarily manifested by large fluctuations in the keyhole profile, frequent necking, and collapse in the lower part of the keyhole (Fig. 3). In the keyhole unpenetrated and critical penetration modes, the convection flow on both sides of the molten pool is asymmetrical, and the shape and size of the convection change continuously with the welding process (Fig. 4). In the keyhole critical penetration mode, the surface of the molten pool oscillates considerably, and the average amplitude increases to 34.1 μm (Fig. 5). For 30Cr3 ultra-high strength steel, because of the high alloying element content and high hardening tendency, a martensitic structure easily forms during the very fast cooling process of laser welding (Fig. 8). In the keyhole critical penetration mode, the residual strain level of the weld microstructure is the highest, and the average KAM (kernel average misorientation) value reaches a maximum of 1.58° (Fig. 9). In the keyhole stably penetrated mode, the impact toughness of the weld is significantly improved, and the impact absorption energy reaches a maximum value of 14.36 J, which is 76.8% of that of the 30Cr3 base metal (Table 2). In the keyhole critical penetration mode, the area of obvious hardness fluctuation expands, and the standard deviation of the hardness distribution reaches a maximum value of 16.36 (Fig. 13).
The laser welding of a 2.5-mm-thick aerospace 30Cr3 ultra-high strength steel plate is studied. During the welding process, through real-time observation of the keyhole and molten pool by high-speed photography, three weld penetration modes are identified within the selected laser power range: keyhole unpenetrated fusion mode, keyhole critical penetration fusion mode, and keyhole stably penetrated fusion mode. When the keyhole fails to form a stable opening at the bottom, the molten pool surface fluctuates significantly. When a stably penetrated keyhole is formed, the liquid metal flow in the molten pool is stable, and a dynamic balance between the keyhole and molten pool is reached. In the keyhole critical penetration mode, keyhole necking and collapse occur frequently, which interferes with the absorption of laser energy by the molten pool. This in turn leads to an uneven grain size distribution of the weld microstructure and poor joint plasticity and toughness. However, in the keyhole stably penetrated mode, the dynamic stability of the welding process is significantly improved, the weld microstructure is refined, and the impact absorption energy of the joint reaches a maximum value of 14.36 J, which is 76.8% of that of the base metal. For the laser welding of 30Cr3 ultra-high-strength steel, the keyhole stably penetrated mode is helpful in obtaining dense and uniform weld microstructures, resulting in excellent comprehensive mechanical properties of the welded joints.