
Yan Liu, Pengshuai Liu, Yang Guo, Zongjin Li, Qinglin Zhang, Linjie Zhang, Jianxun Zhang. Dilution Rate of Laser Cladded Ultrahigh Strength Steel[J]. Laser & Optoelectronics Progress, 2021, 58(23): 2314005
- Laser & Optoelectronics Progress
- Vol. 58, Issue 23, 2314005 (2021)
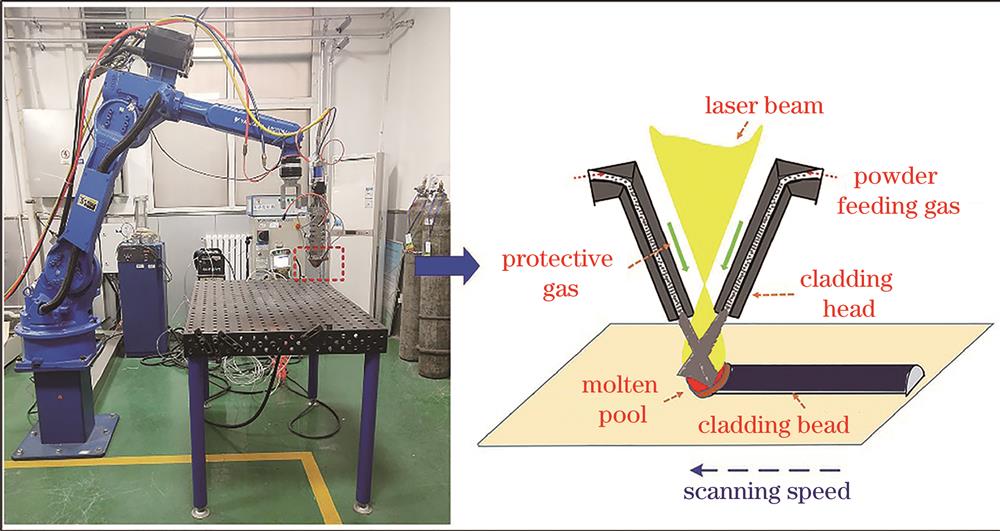
Fig. 1. Diagram of laser cladding
Fig. 2. Schematic of micro-shear experimental apparatus
Fig. 3. Main parameters related to cladding layer cross-section
Fig. 4. Cladding tracks formed at constant powder heat absorption rate and variable scanning rates as well as constant scanning rate and variable powder heat absorption rates
Fig. 5. Geometrical morphologies of cladding bead cross-section formed at constant powder heat absorption rate and variable scanning rates
Fig. 6. Variations of cross-section size of cladding bead formed at constant powder heat absorption rate and variable scanning rates
Fig. 7. Microhardness distribution of cladding beads formed at constant powder heat absorption rate and variable scanning rates
Fig. 8. Geometrical morphologies of cladding bead cross-section formed at constant scanning speed and variable powder heat absorption rates
Fig. 9. Variations of cross-section size of cladding bead formed at constant scanning speed and variable powder heat absorption rates
Fig. 10. Microhardness distribution of cladding bead formed at constant scanning speed and variable powder heat absorption rates
Fig. 11. Microshear test results with and without dilution rate. (a) Microshear test points; (b) tested interface bonding strength and shear strength
|
Table 1. Chemical composition of new martensitic stainless steel 12Cr17Ni2B
|
Table 2. Nominal composition of 300M steel
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 3. Single factor experimental process parameters
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 4. Geometrical sizes of cladding bead formed at constant powder heat absorption rate and variable scanning rates
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 5. Geometrical size of cladding bead cross-section formed at constant scanning speed and variable powder heat absorption rates

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20