
Yingyi Ma, Yude Liu, Wentian Shi, Peng Wang, Bin Qi, Jin Yang, Dong Han. Effect of Scanning Speed on Forming Defects and Properties of Selective Laser Melted 316L Stainless Steel Powder[J]. Laser & Optoelectronics Progress, 2019, 56(10): 101403
- Laser & Optoelectronics Progress
- Vol. 56, Issue 10, 101403 (2019)
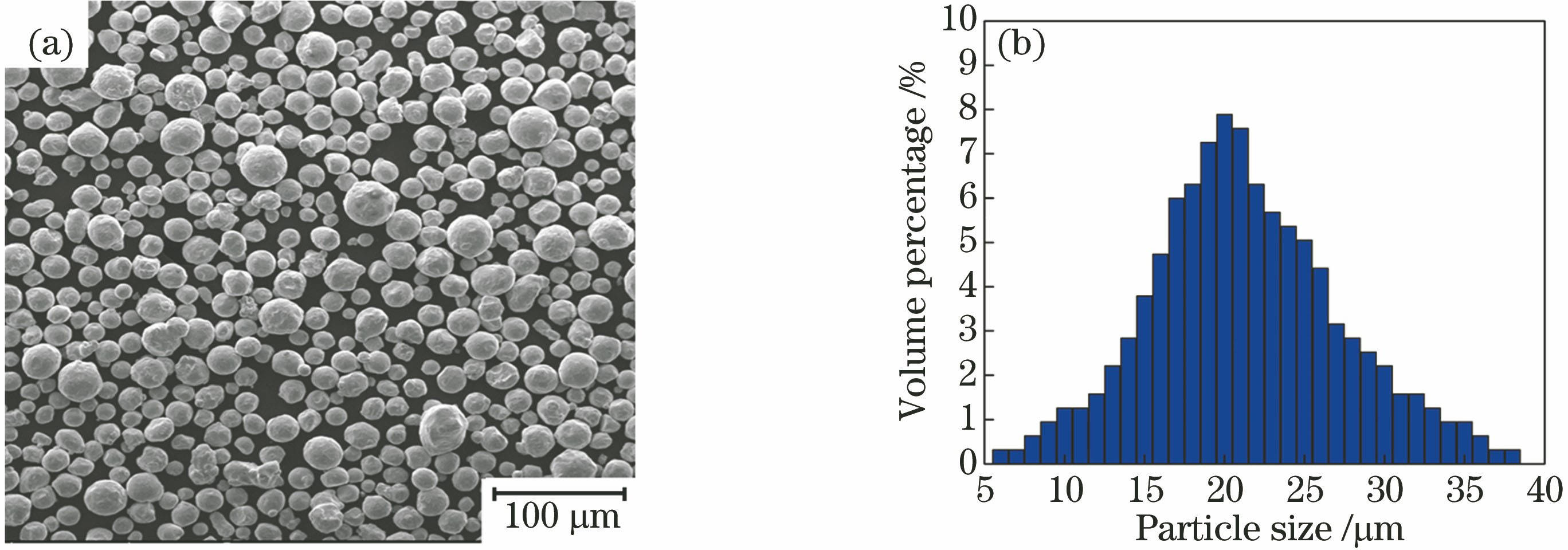
Fig. 1. 316L stainless steel powder. (a) Morphology; (b) particle size distribution
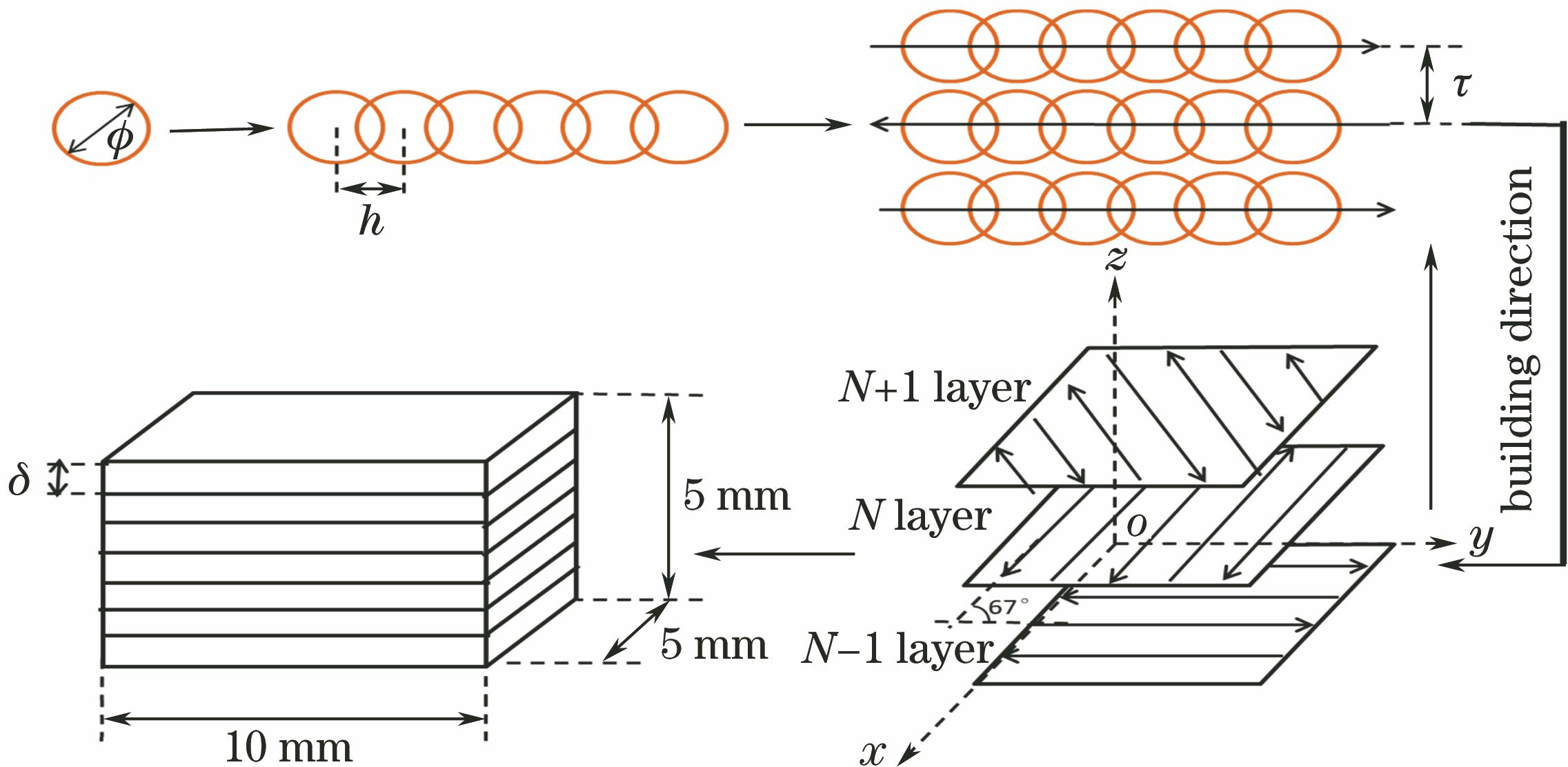
Fig. 2. Formation process of SLM block
Fig. 3. Tensile specimen. (a) Geometric size; (b) finished product
Fig. 4. Surface morphologies of samples under different scanning speeds and hatch spaces. (a) 500 mm·s-1; (b) 750 mm·s-1; (c) 1000 mm·s-1; (d) 1250 mm·s-1
Fig. 5. Densities of samples under different scanning speeds. (a) 500 mm·s-1; (b) 750 mm·s-1; (c) 1000 mm·s-1; (d) 1250 mm·s-1
Fig. 6. Cross-sectional morphologies of samples under different scanning speeds when hatch space is 110 μm. (a) 500 mm·s-1; (b) 750 mm·s-1 ; (c) 1000 mm·s-1 ; (d) 1250 mm·s-1
Fig. 7. Sample forming defects. (a) Spatter phenomenon; (b) spatter defect; (c) big blow hole; (d) unmelted defect; (e) balling phenomenon; (f) balling defect; (g) small blow hole; (h) crack
Fig. 8. Formation process of spatter and pore
Fig. 9. Formation process of balling and pore
Fig. 10. Formation process of blow hole. (a) Low speed big blow hole; (b) high speed small blow hole
Fig. 11. Microstructures of samples under different scanning speeds. (a) 750 mm·s-1; (b) 500 mm·s-1; (c) 750 mm·s-1
Fig. 12. Tensile properties of samples under different hatch spaces when scanning speed is 750 mm·s-1
|
Table 1. Chemical compositions of 316L stainless steel powder (mass fraction, %)
| |||||||||||||||||||||||||||||||||||
Table 2. Defect ratios under different scanning speeds

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20