
Zhenglong Lei, Ze Tian, Yanbin Chen. Laser Cleaning Technology in Industrial Fields[J]. Laser & Optoelectronics Progress, 2018, 55(3): 030005
- Laser & Optoelectronics Progress
- Vol. 55, Issue 3, 030005 (2018)
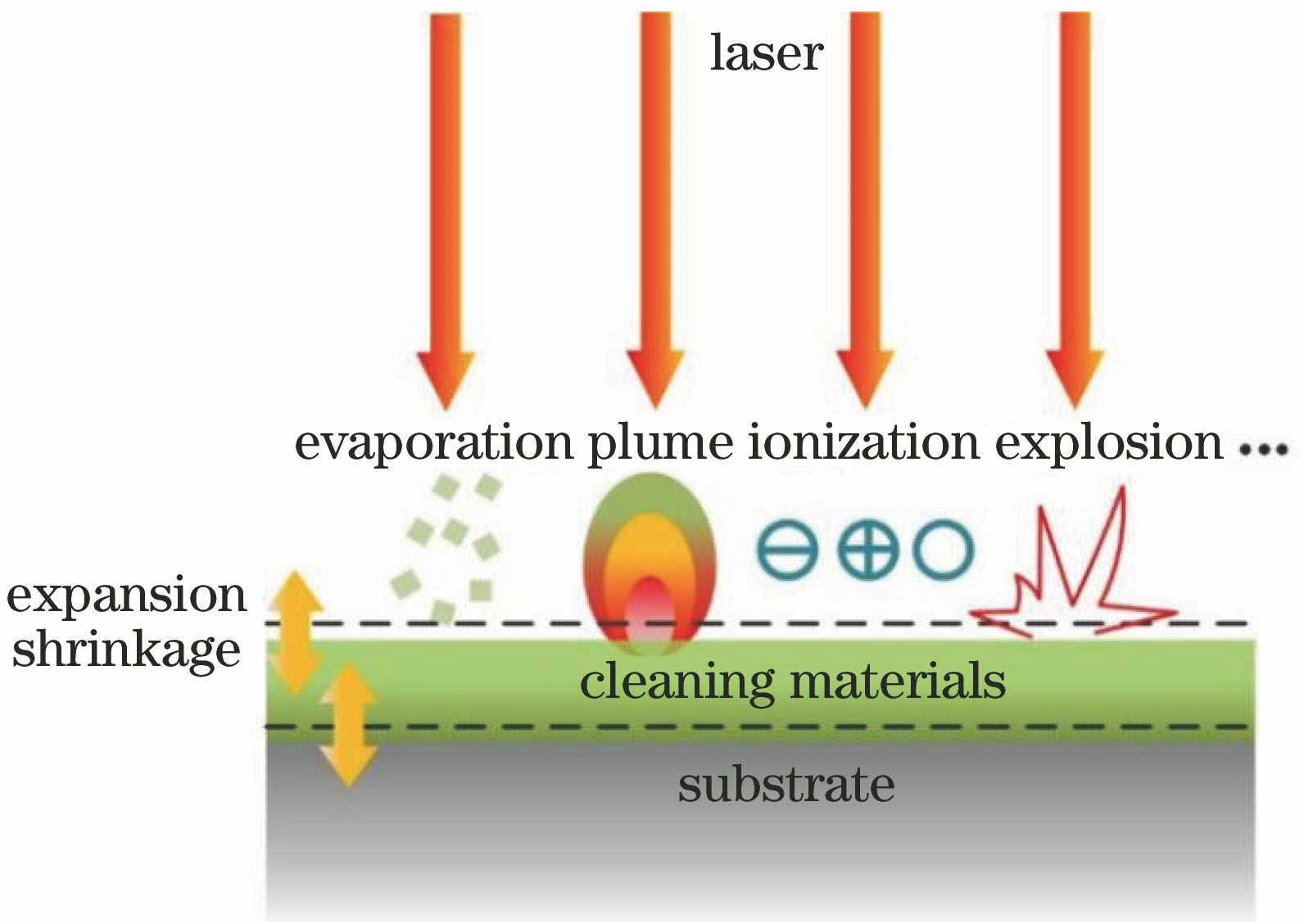
Fig. 1. Process diagram of laser ablation cleaning
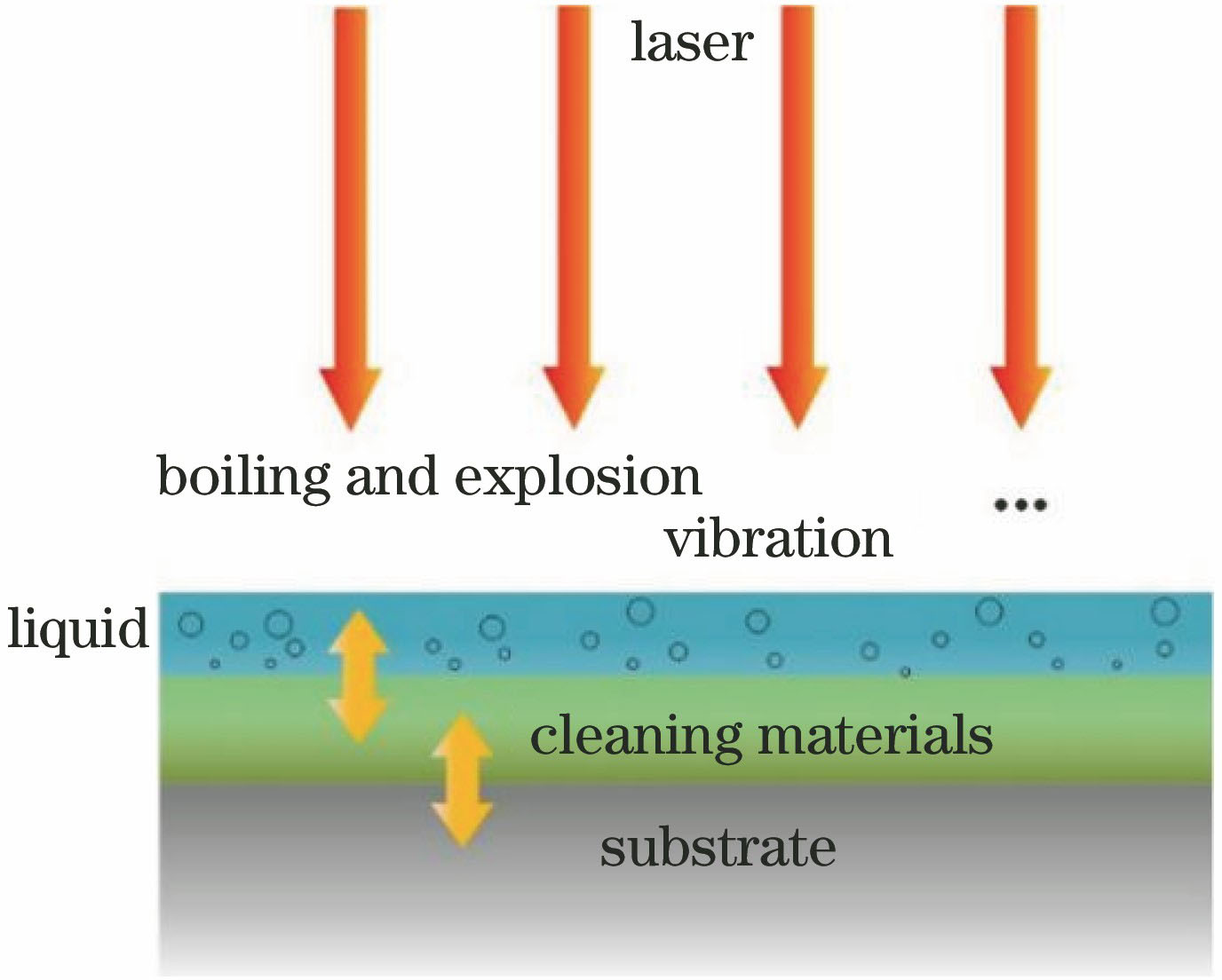
Fig. 2. Process diagram of liquid film assisted laser cleaning
Fig. 3. Process diagram of laser shockwave cleaning[14]
Fig. 4. Process diagrams of single pot laser ablation cleaning of Al-Si coating. (a) Energy coupling; (b) heat conduction; (c) plasma shielding; (d) material expulsion[15]
Fig. 5. Total emission intensity as a function of depth of processing[29]
Fig. 6. X-ray tomography of material surface. (a) Before laser cleaning; (b) after laser cleaning[32]
Fig. 7. (a) Cross-sectional morphology of material after 900 pulses of laser irradiation with a laser energy density of 6.1 J·cm-2; (b) structural diagram of cross section of sample after laser irradiation[36]
Fig. 8. X-ray photos of weld. (a) Joint without any cleaning before welding; (b) joint with laser cleaning before welding[37]
Fig. 9. Cross-sectional morphologies of material after 0.35 mJ laser treatment. (a) Carbon fiber at center of laser trajectory; (b) carbon fiber at border of laser trajectory[42]
Fig. 10. CFRP surface morphologies after excimer laser cleaning with energy density of 800 mJ·cm-2. (a) No pulse; (b) two pulses; (c) six pulses[43]
Fig. 11. AFM image of tungsten wire across oxidized and laser cleaning areas[53]
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 1. Research summary of domestic and overseas laser cleaning in recent decade

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20