
Xu WANG, Ming GU, Jincheng LIAO, Qingfeng SONG, Xun SHI, Shengqiang BAI, Lidong CHEN. High Temperature Interfacial Stability of Fe/Bi0.5Sb1.5Te3 Thermoelectric Elements [J]. Journal of Inorganic Materials, 2021, 36(2): 197
- Journal of Inorganic Materials
- Vol. 36, Issue 2, 197 (2021)
Abstract
Keywords
Energy shortage is becoming increasingly prominent. On the other hand, every year more than 60% of the global energy consumption eventually dissipates into the environment in the form of waste heat[
The TE device is usually composed of multiple TE couples connected electrically in series and thermally in parallel. Each TE couple owns one P-type and one N-type element, connected with the electrodes. The interface between the electrode and the TE material is usually the weakest part of the TE device[
Various efforts have been made to study the barrier layer and improve the interfacial stability of bismuth telluride TE devices. Currently, Ni is the most widely used barrier layer material for BT devices[
The traditional way to develop barrier layer for TE device is essentially a serial try-and-error searching work with heavy workload and low efficiency. In this study, an efficient screening method based on high-throughput strategy[
1 Experimental
The commercial Bi0.5Sb1.5Te3 ingot (Ferrotec) was crushed and ground into fine powder. Fe (99.9+%, 0.68 mm), Co (99.998%, 0.68 mm), Cr (99.99%, 0.25 mm), Ti (99.9%, 106 μm), Al (99.9%, 75-150 μm), Zr (99.9%, 150 μm) were selected as the barrier layer candidates. Each of the barrier layer candidates taking up about 1wt%, were added into the P-BT powders and mixed manually for uniform dispersion. Then the mixed powder was loaded into a graphite mold, and co-sintered in a spark plasma sintering system (SPS-5000) at 420 ℃ under a pressure of 60 MPa and held for 10 min to afford densified samples containing corresponding micro-interfaces.
To fabricate TE elements, an appropriate amount of P-BT powder (~2.2 g) and Fe powder (~0.1 g) were loaded into a graphite mold as two layers and sintered by spark plasma sintering. The sintered samples were cut into rectangular Fe/P-BT TE elements with a cross- sectional area of 3 mm×3 mm. The aging samples were sealed in quartz tubes under vacuum, and then placed in a furnace for accelerated isothermal aging. The accelerated aging temperatures were set to be 300, 325, and 350 ℃, respectively. The interfacial microstructure was characterized with a field emission scanning electron microscopy (SEM, Zeiss Spura 55, Carl Zeiss SMT, Germany). The chemical composition around the interface was analyzed using an Energy Dispersive Spectrometer (OXFORD, X-MaxN, Oxfordshire, UK). The interfacial resistivity was measured with the four-probe method reported in ref.[32]. All data of the diffusion layer thickness and the interfacial resistivity in this study are the average of three parallel samples.
2 Results and discussion
2.1 High-throughput screening of the barrier layer candidates
By co-sintering the mixed powders, various microinterfaces between P-BT matrix and 6 kinds of barrier layer candidate particles were integrated into one single sample, as shown in Fig. 1. The sample was then aged at 300 ℃ for 2 d. Fig. 2 exhibits the surface mappings of the 6 aged micro-interfaces.
![]()
Figure 1.Low magnification SEM images of the micro-interfaces in the as-prepared co-sintered sample for screening of the barrier layer materials (a) Cr, Fe, Co, Ti; (b) Al, Zr
![]()
Figure 2.Surface mapping of the micro-interfaces between P-BT matrix and 6 barrier layer candidate particles aged at 300 ℃ for 2 d
After being aged at 300 ℃ for 2 d, obvious diffusion layers appear at the Fe/P-BT and Co/P-BT interfaces. The diffusion layer thickness of the Co/P-BT interface is thicker than that of Fe/P-BT. The inter-diffusion at the other interfaces can be almost ignored. From this perspective, Fe should be the most suitable barrier layer material in the above 6 candidates. Meanwhile, Fe is cheap and owns a matched thermal expansion coefficient with P-BT matrix. As a result, Fe was screened out as the preferred barrier layer material for P-BT.
2.2 Interfacial evolution of the Fe/P-BT elements
Fe/P-BT TE elements with a cross-sectional area of 3 mm×3 mm were prepared. Microstructures and chemical compositions at the interface before and after aging were studied. As shown in Fig. 3(a), the sintered Fe/P-BT interface before aging is well bonded, but the interfacial structure is complicated. There is a clear intermediate region between the Fe barrier layer and the P-BT matrix. We confirmed that the darker part of the intermediate region adjacent to Fe is Fe36Sb23Te41 from the line scanning of the interface shown in Fig. 3(b). According to ref. [33], it is the ternary Fe-Sb-Te phase compound, which is the diffusion layer resulting from the diffusion of some Sb and Te atoms in the interfacial P-BT matrix into the Fe barrier layer. The brighter part of the intermediate region adjacent to the P-BT matrix is Bi20Sb25Te55. This is most likely a transitional zone with the same structure of the P-BT matrix and increased Bi content, which is transformed from the interfacial P-BT matrix when part of its internal Sb and Te atoms move out into the Fe barrier layer. Then the morphology of the Fe/P-BT interface after aging was investigated. As a typical example, Fig. 4 demonstrates the evolution of the Fe-Sb-Te diffusion layer and the Bi-rich transitional zone at the Fe/P-BT interface during aging at 275 and 350 ℃. With the aging time prolonging and the temperature increasing, the Fe-Sb-Te diffusion layer gradually grows, and its composition remains basically unchanged. While for the transitional zone, the situation is more complicated. With the aging time prolonging and the temperature increasing, the transitional zone grows thicker, but its thickness becomes increasingly uneven. Finally, the continuity of the transitional zone is destroyed. After being aged at 350 ℃ for 9 d(Fig. 4(a-d)), it transforms from a continuous layer into a number of zones dispersing as far as 20 μm inside the interfacial P-BT matrix. It’s worth mentioning that of the composition of the transitional zone after aging can still be expressed as BixSb45-xTe55(x>15) despite the great changes of its morphology.
![]()
Figure 3.(a) Interfacial microstructure of the as-prepared Fe/P-BT TE element before aging and (b) line scanning of the as-prepared Fe/P-BT interface
![]()
Figure 4.Cross sectional microstructures of the Fe/P-BT interface after aging at different temperatures for different time
2.3 Diffusion kinetics of the Fe/P-BT interface
Based on the evolution of the Fe/P-BT interfacial microstructure during accelerated aging, we studied the corresponding diffusion kinetics. Fig. 5(a) shows the relationship between the diffusion layer thickness and the square root of the aging time at different temperatures. They are linearly related, indicating that the evolution of the diffusion layer is controlled by diffusion process.
By linearly fitting the diffusion layer thickness with the square root of the aging time, its growth rates (D) at 300, 325, and 350 ℃ are obtained respectively. As shown in Fig. 5(b), according to the linear fitting of lnD with 1000/T from the transformed Arrhenius formula[
![]()
Figure 5.(a) Variation of the diffusion layer thickness at the Fe/P-BT interface with the square root of aging time at 300, 325 and 350 ℃, and (b) variation of ln
where D0 is the growth constant, Q is the growth activation energy of the diffusion layer, T is the Calvin temperature, and R is the gas constant. The growth activation energy of the diffusion layer was figured out to be 199.6 kJ/mol in the temperature range from 300 to 350 ℃.
2.4 Stability of the Fe/P-BT interfacial resistivity
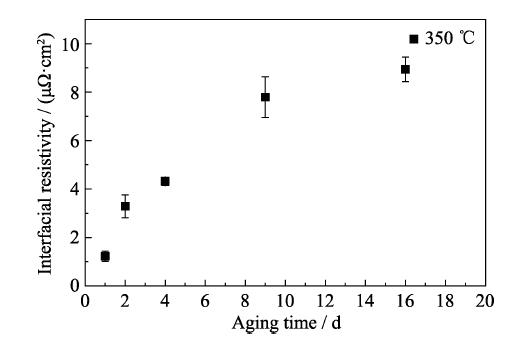
At the same time, we also measured the interfacial resistivity of the Fe/P-BT elements using the four-probe method. It was found that the initial interfacial resistivity was lower than 1 μΩ·cm2. This result indicates that good contacts form during sintering between the Fe barrier layer, the Fe-Sb-Te diffusion layer, the transitional zone and the P-BT matrix. Fig. 6 presents the variation of the interfacial resistivity with aging time at 350 ℃. During aging, the interfacial resistivity increases slowly and shows a tendency of saturation. After being aged for 16 d at 350 ℃, it is still below 10 μΩ·cm2. This implies that the essence of the interfacial contacts remains unchanged during aging.
![]()
Figure 6.Evolution of the Fe/P-BT interfacial resistivity with aging time at 350 ℃
For an intact interfacial structure, during short-term aging, the formation of the interfacial diffusion layers may change the essence of the interfacial contact and result in dramatic variation of the interfacial resistivity. In addition, the growth of the interfacial diffusion layers introduces additional resistance. These are the main contributors for the increase of the interfacial resistivity. Furthermore, excessive growth of the interfacial diffusion layers may lead to interfacial structural defects like micro-cracks and holes, which are the main reasons of some abnormal variations of the interfacial resistivity during long-term aging.
As the essence of the interfacial contacts remains unchanged during aging, and according to Fig. 4(d), the micro-structure at the Fe/P-BT interface remains intact, we can affirm that the interfacial resistivity is mainly related to the growth of the interfacial diffusion layers. So the evolution of the interfacial resistivity of the Fe/P-BT interface during long-term aging can be analyzed based on the growth kinetics of the diffusion layer in 2.3. Assuming that the Fe/P-BT interface fails when the interfacial resistivity exceeds 10 μΩ·cm2. Then its service life at 350 ℃ is not less than 16 d, and the corresponding diffusion layer thickness is not less than 18.8 µm. Based on the results of the diffusion kinetics in Table 1, the service life of the Fe/P-BT interface at 300 ℃ is longer than 428 d. Considering that the possible hot side working temperature of bismuth telluride TE devices (250-275 ℃) should be evidently lower than 300 ℃, the practical service life of the Fe/P-BT interface can be extended significantly. Based on the above results, it is concluded that Fe is a promising barrier layer material of the P-BT TE devices for high temperature power generation.
| Temperature/ | D/(×10-18, | (Y-Y0)/μm | Predicted |
|---|---|---|---|
| 300 | 7.29 | 2.7×10-3t0.5 | 428 |
| 325 | 65.1 | 8.1×10-3t0.5 | 52 |
| 350 | 203.1 | 14.3×10-3t0.5 | 16 |
Table 1.
Fitting results of the growth rates of the diffusion layers, the relationship between diffusion layer thickness and aging time, and predicted service lives of the Fe/P-BT element at different temperatures
3 Conclusion
In this study, Fe was screened out from 6 candidates as the barrier layer material for Bi0.5Sb1.5Te3. Fe/P-BT thermoelectric elements were fabricated by one-step spark plasma sintering and aged at 300, 325 and 350 ℃ to evaluate the high temperature interfacial stability. It is found that during sintering, a ternary phase diffusion layer of Fe36Sb23Te41 forms adjacent to Fe barrier layer, while a transitional zone of BixSb45-xTe55 (x>15) forms adjacent to the P-BT matrix. During accelerated aging, the composition of the Fe-Sb-Te diffusion layer remains basically unchanged. Its thickness increases linearly with the square root of the aging time. The composition of the Bi-rich transitional zone is still expressed as BixSb45-xTe55 (x>15), but its morphology changes greatly. After being aged for 9 d at 350 ℃, the separated transitional zones stretched nearly 20 μm into the P-BT matrix. The interfacial resistivity was lower than 1 μΩ·cm2 and increased slowly during the aging process. Life prediction based on the diffusion kinetics of the Fe/P-BT interface shows that the Fe/P-BT TE element has a promising application at the temperature below 300 ℃.
References
[1] H ZHANG Q, Y HUANG X, Q BAI S et al. Thermoelectric devices for power generation: recent progress and future challenges. Advanced Engineering Materials, 18, 194-213(2016).
[2] X SHI, L CHEN, C UHER. Recent advances in high-performance bulk thermoelectric materials. International Materials Reviews, 61, 379-415(2016).
[3] Z LU, H ZHANG, C MAO et al. Silk fabric-based wearable thermoelectric generator for energy harvesting from the human body. Applied Energy, 164, 57-63(2016).
[4] M ZEBARJADI, K ESFARJANI, M DRESSELHANS et al. Perspectives on thermoelectrics: from fundamentals to device applications. Energy Environmental Science, 5, 5147-5162(2012).
[5] J ZHU T. Recent advances in thermoelectric materials and devices. Journal of Inorganic Materials, 34, 233-236(2019).
[6] H ZHANG Q, Q BAI S, D CHEN L. Technologies and applications of thermoelectric devices: current status, challenges and prospects. Journal of Inorganic Materials, 34, 0279-0294(2019).
[7] F HAO, F QIU P, S TANG Y et al. High efficiency Bi2Te3-based materials and devices for thermoelectric power generation between 100 and 300 ℃. Energy Environmental Science, 9, 3120-3127(2016).
[8] M YOON S, P DHARMAIAH, S KIM H et al. Investigation of thermoelectric properties with dispersion of Fe2O3 and Fe-85Ni nanospheres in Bi0.5Sb1.5Te3 matrix. Journal of Electronic Materials, 46, 2770-2777(2017).
[9] J SHEN, Z YIN, S YANG et al. Improved thermoelectric performance of p-type bismuth antimony telluride bulk alloys prepared by hot forging. Journal of Electronic Materials, 40, 1095-1099(2011).
[10] L HU, H GAO, X LIU et al. Enhancement in thermoelectric performance of bismuth telluride based alloys by multi-scale microstructural effects. Journal of Materials Chemistry A, 22, 16484-16490(2012).
[11] F FAN J, F CHEN L, Q BAI S et al. Joining of Mo to CoSb3 by spark plasma sintering by inserting a Ti interlayer. Materials Letters, 58, 3876-3878(2004).
[12] S TANG Y, Q BAI S, D REN D et al. Interface structure and electrical property of Yb0.3Co4Sb12/Mo-Cu element prepared by welding using Ag-Cu-Zn solder. Journal of Inorganic Materials, 30, 256-260(2015).
[13] S LIU W, Y LIU, F ZHE et al. Thermoelectric device: contact interface and interface materials. Journal of Inorganic Materials, 34, 0269-0279(2019).
[14] G ZHAO D, L WANG, H CAI Y. One-step sintering of CoSb3 thermoelectric material and Cu-W alloy by spark plasma sintering.
[15] G ZHAO D, Y LI X, L HE et al. Interfacial evolution behavior and reliability evaluation of CoSb3/Ti/Mo-Cu thermoelectric joints during accelerated thermal aging. Journal of Alloys and Compounds, 477, 425-431(2009).
[16] M GU, G XIA X, X LI et al. Microstructural evolution of the interfacial layer in the Ti-Al/Yb0.6Co4Sb12 thermoelectric joints at high temperature. Journal of Alloys and Compounds, 610, 665-670(2014).
[17] W CHEN S, Y WU C, J WU H et al. Interfacial reactions in Sn/Bi2Te3, Sn/Bi2Se3 and Sn/Bi2(Te1-
[18] W CHEN S, N CHIU C. Unusual cruciform pattern interfacial reactions in Sn/Te couples. Scripta Materialia, 56, 97-99(2007).
[19] C LAN Y, Z WANG D, G CHEN et al. Diffusion of nickel and tin in p-type (Bi,Sb)2Te3 and n-type Bi2(Te,Se)3 thermoelectric materials. Applied Physics Letters, 92, 101910(2008).
[20] Q CHEN L, Q MEI D, C WANG Y et al. Ni barrier in Bi2Te3- based thermoelectric modules for reduced contact resistance and enhanced power generation properties. Journal of Alloys and Compounds, 796, 314-320(2019).
[21] W CHEN S, R YANG T, Y WU C et al. Interfacial reactions in the Ni/(Bi0.25Sb0.75)2Te3 and Ni/Bi2(Te0.9Se0.1)3 couples. Journal of Alloys and Compounds, 686, 847-853(2016).
[22] W LIU, H WANG, L WANG et al. Understanding of the contact of nanostructured thermoelectric n-type Bi2Te2.7Se0.3 legs for power generation applications. Journal of Materials Chemistry A, 1, 13093-13100(2013).
[23] P FENG S, H CHANG Y, J YANG et al. Reliable contact fabrication on nanostructured Bi2Te3-based thermoelectric materials. Phys. Chem. Chem. Phys., 15, 6757-6762(2013).
[24] C LIN W, S LI Y, T WU A. Study of diffusion barrier for solder/
[26] H WANG C, C HEIEH H, Y LEE H et al. Co-P diffusion barrier for p-Bi2Te3 thermoelectric material. Journal of Electronic Materials, 48, 53-57(2018).
[27] P LIN W, E WESOLOWSKI D, C LEE C. Barrier/bonding layers on bismuth telluride (Bi2Te3) for high temperature thermoelectric modules. Journal of Materials Science: Materials in Electronics, 22, 1313-1320(2011).
[28] H HSU H, H CHENG C, L LIN Y et al. Structural stability of thermoelectric diffusion barriers: experimental results and first principles calculations. Applied Physics Letters, 103, 053902(2013).
[29] H BAE N, S HAN, E LEE K et al. Diffusion at interfaces of micro thermoelectric devices. Current Applied Physics, 11, 40-44(2011).
[30] T KACSICH, E KOLAWA, J FLEURIAL et al. Films of Ni-7at% V, Pd, Pt and Ta-Si-N as diffusion barriers for copper on. Journal of Physics D: Applied Physics, 31, 2406-2409(1998).
[31] M GU, Q BAI S, J WU et al. A high-throughput strategy to screen interfacial diffusion barrier materials for thermoelectric modules. Journal of Materials Research, 34, 1179-1187(2019).
[32] M GU, X XIA, X HUANG et al. Study on the interfacial stability of p-type Ti/Ce
[33] G YAMAGUCHI, M SHIMADA, M KOIZUMI et al. Preparation and characterization of compounds of the system Fe(Sb1-
[34] H ZHANG G, C LIAO J, S TANG Y et al. Interface stability of skutterudite thermoelectric materials/Ti88Al12. Journal of Inorganic Materials, 33, 889-894(2018).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20