
Jian Tian, Qingsong Wei, Wenzhi Zhu, Mingzhu Dang, Shifeng Wen. Selective Laser Melting Process and Mechanical Properties of Cu-Al-Ni-Ti Alloy[J]. Chinese Journal of Lasers, 2019, 46(3): 0302001
- Chinese Journal of Lasers
- Vol. 46, Issue 3, 0302001 (2019)
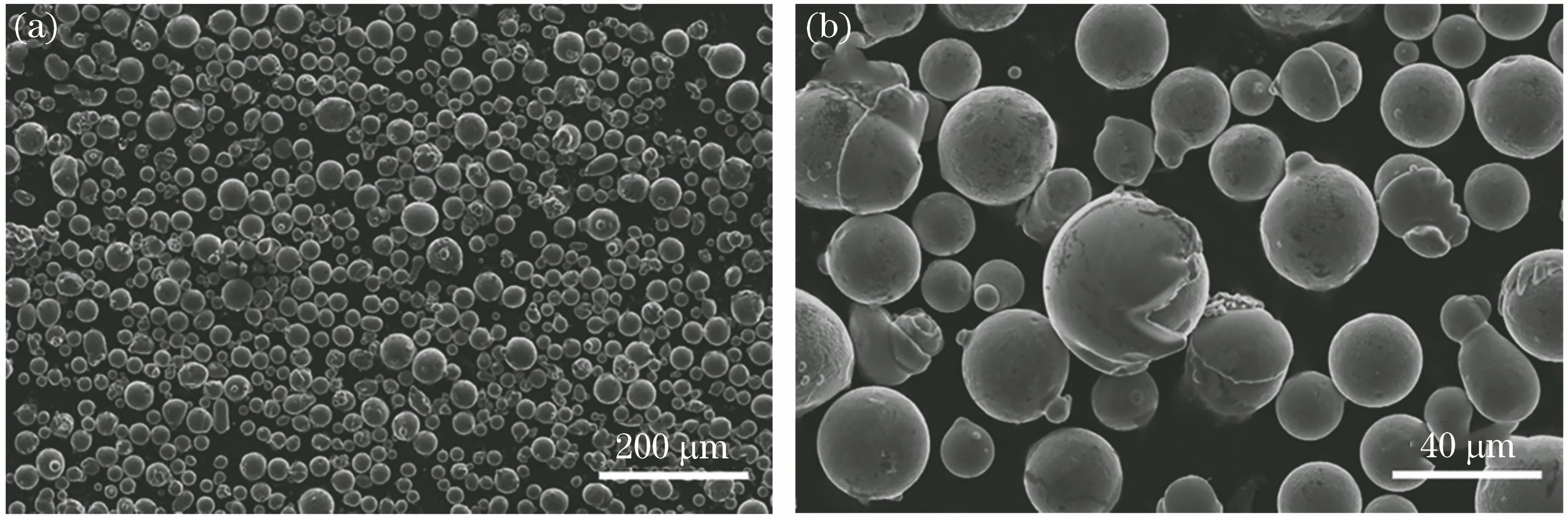
Fig. 1. Cu-13.5Al-4Ni-0.5Ti alloy powders. (a) Microscopic morphology of powders; (b) surface morphology of particles
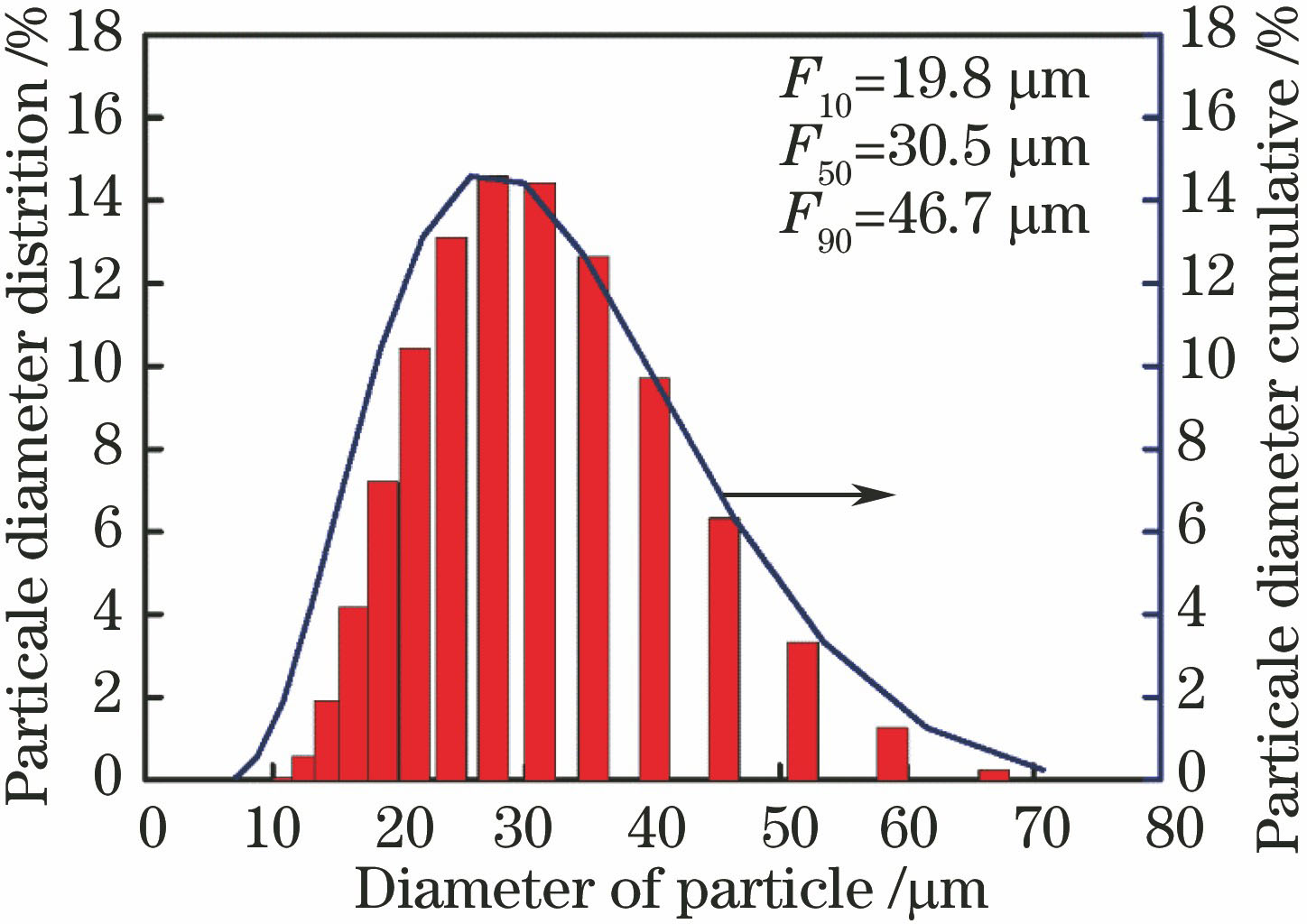
Fig. 2. Size distribution of Cu-135.Al-4Ni-0.5Ti alloy powders
Fig. 3. Samples of Cu-13.5Al-4Ni-0.5Ti alloy repaired by SLM. (a) Cube samples; (b) tensile samples
Fig. 4. Morphology of continuous melting tracks obtained at different process parameters. (a) P=250 W, v=600 mm·s-1; (b) P=250 W, v=800 mm·s-1; (c) P=300 W, v=800 mm·s-1; (d) P=300 W, v=900 mm·s-1; (e) P=310 W, v=1000 mm·s-1; (f) P=320 W, v=700 mm·s-1; (g) P=340 W, v= 800 mm·s-1; (h) P=340 W, v=900 mm·s-1; (i) P=300 W, v=900 mm·s-1
Fig. 5. Relationship between laser energy density and relative density
Fig. 6. OM morphology of samples. (a) X-Y surface of sample A (77 J·mm-3, 250 W and 900 mm·s-1); (b) X-Y surface of sample B (107 J·mm-3, 310 W and 800 mm·s-1); (c) X-Y surface of sample C (147 J·mm-3, 310 W and 600 mm·s-1); (d) X-Z surface of sample C (147 J·mm-3, 310 W and 600 mm·s-1)
Fig. 7. Phase composition of Cu-Al-Ni alloys. (a) Vertical cross section of Cu-Al-Ni ternary phase diagram at mass fraction of 4% of Ni (red arrow shows solidification path and phase transition of Cu-13.5Al-4Ni); (b) X-ray diffraction pattern of SLM-fabricated Cu-13.5Al-4Ni-0.5Ti sample (laser power of 310 W, scanning speed of 800 mm·s-1)
Fig. 8. SEM morphology of sample. (a) Microstructure on X-Y plane; (b) enlarged microstructure of square area marked in Fig.8 (a); (c) martensite; (d) micro pore
Fig. 9. Microhardness of Cu-13.5Al-4Ni-0.5Ti alloy fabricated by SLM
Fig. 10. Stress-strain curves of SLM-fabricated Cu-13.5Al-4Ni-0.5Ti alloy samples at room temperature
Fig. 11. Tensile fracture morphology of SLM-fabricated Cu-13.5Al-4Ni-0.5Ti alloy at room temperature. (a) Macro fracture; (b) microstructure characteristics; (c) cleavage feature; (d) gas pore and crack
Fig. 12. Stress-strain curves of SLM-fabricated Cu-13.5Al-4Ni-0.5Ti alloy samples at 300 ℃
Fig. 13. Tensile fracture morphology of SLM-fabricated Cu-13.5Al-4Ni-0.5Ti alloy at high temperature of 300 ℃. (a) Local microscopic feature; (b) enlarged microstructure of square area marked in Fig. 13(a)
|
Table 1. Chemical composition of Cu-Al-Ni-Ti spherical powders

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20