
Yuchao Bian, Yingbo Peng, Lingfeng Song, Hongwei Tang, Guanglu Cai, Gaoyan Zhong, Shoufeng Yang. Heterogeneity of 316L/IN718 Formed via Selective Laser Melting Based on Laser Remelting Optimization Process[J]. Chinese Journal of Lasers, 2021, 48(18): 1802009
- Chinese Journal of Lasers
- Vol. 48, Issue 18, 1802009 (2021)
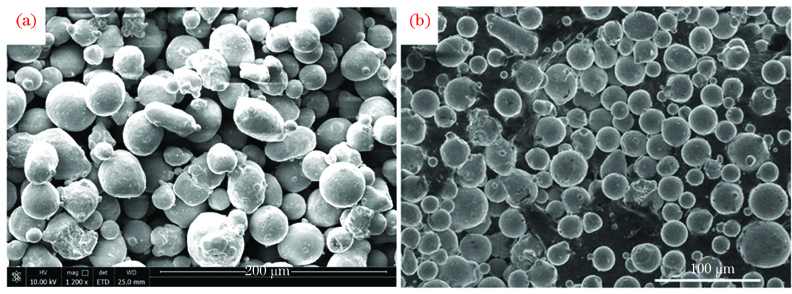
Fig. 1. SEM morphologies of two powders. (a) 316L; (b) IN718
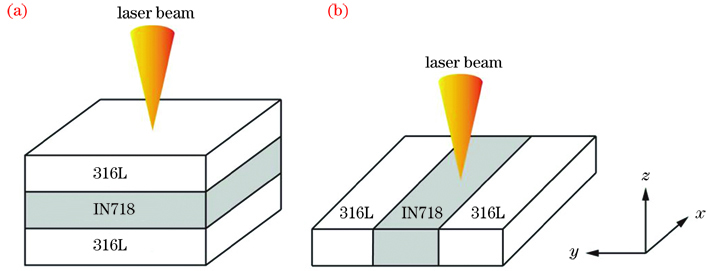
Fig. 2. Forming schematics of two kinds of 316L/IN718 heterogeneous formed parts. (a) Different-layer; (b) same-layer
Fig. 3. Two different scanning strategies. (a) Island scanning; (b) group scanning
Fig. 4. Physical images of 316L/IN718 same-layer heterogeneous parts. (a) Formed parts; (b) tensile specimen
Fig. 5. Influences of laser remelting process parameters on top surface roughness of 316L. (a) Influence of laser power; (b) influence of scanning speed; (c) influence of remelting times
Fig. 6. Morphologies of top surface at different laser remelting process parameters. Laser power: (a) 240 W, (b) 300 W, (c) 320 W; scanning speed; (d) 250 mm/s, (e) 450 mm/s, (f) 650 mm/s; remelting times: (g) 0, (h) 1, (i) 5
Fig. 7. Morphologies of different-layer 316L/IN718 interface. (a) Un-remelting; (b) remelting
Fig. 8. Morphologies of same-layer 316L/IN718 interface. (a) Un-remelting; (b) remelting
Fig. 9. Changes of element content at same-layer 316L/IN718 interface. (a) Un-remelting; (b) remelting
Fig. 10. Element distribution at same-layer 316L/IN718 interface. (a) Un-remelted interface; (b)--(c) elementsdistribution at un-remelted interface; (d) remelted interface; (e)--(f) elements distribution at remelted interface
Fig. 11. Tensile test results of 316L/IN718 same-layer heterogeneous samples before and after remelting optimization.(a) Stress-strain curves; (b) mechanical properties
Fig. 12. Fracture morphologies of same-layer 316L/IN718 tensile samples. (a) Un-remelting; (b) remelting; (c) area A of IN718; (d) area B of interface; (e) area C of 316L
| |||||||||||||||||||||||||||||||||||||||
Table 1. Main constituent elements of 316L and IN718 powders
|
Table 2. Fluidity test of two powder materials
|
Table 3. Process parameters of two powders
| ||||||||||||||||||||||||||||
Table 4. Process parameters of laser remelting experiment on 316L formed parts top surface
|
Table 5. Laser remelting process parameters of 316L/IN718 same-layer heterogeneous formed parts

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20