Objective Pure aluminum and pure copper have excellent electrical and thermal conductivities and corrosion resistance, and are widely used in aerospace, heat exchange equipment, electronic products and batteries. The density and cost of copper and aluminum are quite different. In order to give full play to the physical characteristics of these two materials and reduce the cost of components, the aluminum/copper composite structure has emerged as a great application requirement in the industrial field. How to achieve reliable welding of aluminum and copper is the key to the reliable application of aluminum and copper composite structures. This paper proposes a new method for laser brazing-fusion process based on the wire deep penetration mode, and conducts the welding process test and the analysis of the joint structure and performance.
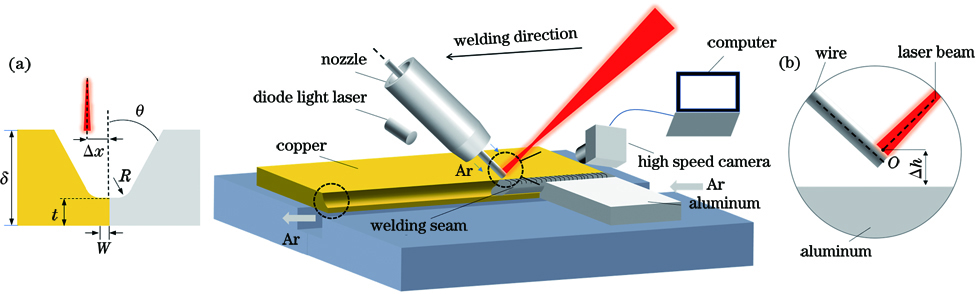
Methods Laser wire filler brazing-fusion was performed for 3 mm thick aluminum/copper dissimilar metals, and the influences of groove size, process parameters and the height of the intersection of laser beam and wire from the base material were studied. Cleaning and mechanical grinding are needed to remove the oxide film before welding. Before welding, the 1060 aluminum alloy was first cleaned with the 20%(mass fraction) NaOH solution at 50--60 ℃ for 5 min to remove the surface oxide film. Then it was soaked in the 30% (volume fraction)HNO3 solution for 5 min to neutralize the residual alkali. Finally, the aluminum alloy surface was rinsed with clean water, dried with compressed air, and stored in a sealed bag to avoid contact with air. T2 copper was pickled with the 30% (volume fraction) H2SO4 solution for 5 min, and the surface was washed with clean water to ensure that there was no acid residue on the surface. It was dried with compressed air and stored in a sealed bag. After chemical cleaning, the welding test shall be conducted within 12 h, otherwise the chemical cleaning of oxide film shall be conducted again. The aluminum alloy and pure copper plates with preset groove shall be assembled according to the zero gap butt joint method, horizontally placed on the surface of the worktable, and fixed with clamping tooling, so as to ensure that the assembly gap does not change during welding. High speed camera was used to observe and record the welding process. The high-speed camera was positioned at the welding pool, and the auxiliary light source was placed on the other side to irradiate the welding wire and pool. The CCD imaging system of the camera was used to transmit the image signal to the connected computer for real-time observation and recording. After the welding was completed, metallographic sample was prepared, and the sample was ground and polished. Then, the microstructure of the weld was observed with optical microscope and scanning electron microscope, and the joint performance was tested with universal tensile testing machine and microhardness tester.
Results and Discussions Choosing a reasonable groove form can help reduce welding defects such as undercuts and sidewalls that are not fused, and improve the quality of weld formation. The shape and size of the groove are optimized, and the position of the laser in the groove is changed. When the laser beam is biased to the copper side, the laser energy will melt the welding wire and at the same time act on the copper side base material, which has a stronger preheating effect (Table 3). When the height of the intersection of laser beam and wire from the base material is 0, the top view of the weld is continuous and uniform, and the back view of the weld is completely penetrated. According to the observation of high-speed camera, the droplet transition is in the form of liquid bridge. And there is a bolling front in the front of the welding wire. This shows that when the laser beam with an enough high power density irradiates on the welding wire, the melting front will be formed. At this time, the welding wire absorbs the laser energy in a deep penetration mode (Table 4). Scanning electron microscope observation results show that the joint can be divided into aluminum side melting zone, weld zone, and copper side brazing zone. The brazing area at the copper side can be finely divided into the interface layer, the eutectic zone, and the weld zone (Fig. 2). The interface layer is mainly composed of Al2Cu intermetallic compounds, and a few Al4Cu9 phases are also generated (Fig. 4). The hardness distribution in the center of the weld is uniform, and the hardness of the interface layer is up to 296 HV (Fig.5). The average tensile strength of the joint with grinding is about 80 MPa. In contrast, the tensile strength of the joint without grinding is about 60 MPa (Fig. 6). The fracture surfaces of the two kinds of fractures are flat with tearing edges and typical river-like patterns, which can be judged as brittle fractures (Fig. 7).
Conclusions The aluminum/copper laser brazing-fusion process based on the wire deep penetration mode was used to obtain a well-formed joint, the tensile strength can reach 80% of that of the aluminum base metal, the fracture of the joint occurs in the interface layer which can be judged as brittle fractures. The groove form and size have significant influence on the weld formation and joint quality. When the laser is biased to the copper side, it can produce a better preheating effect on the copper matrix, which is conducive to the infiltration and spreading of the weld pool, improve the weld forming, and inhibit the undercut defect of the base metal on the copper side. The brazing area on the copper side is subdivided into three areas: the interface layer, the eutectic area, and the weld area. The thickness of the upper interface layer is about 50 μm, and the thicknesses of the middle and lower interface layers are about 20 μm. The interface layer is mainly composed of Al2Cu and Al4Cu9 phases.