Glass fiber-reinforced composite plates (GFRP) possess several advantageous properties, such as wear resistance, corrosion resistance, a high strength-to-weight ratio, and high fracture toughness. Hence, they have found extensive applications in the aviation, automotive, shipbuilding, and chemical industries. However, the distinctive structure of GFRP results in significant challenges during drilling processes, particularly when aiming for high-quality holes. Mechanical and water jet drilling methods often introduce defects, such as delamination and fiber pull-out. Hence, laser processing has emerged as a viable alternative. It eliminates the interaction forces between the laser and material owing to being a noncontact method, effectively avoiding the aforementioned defects. Consequently, it has proven to be an effective method for drilling GFRP. However, laser punching drilling and two-axis laser scanning drilling suffer from limited laser control flexibility and difficulties in eliminating sidewall tapering. Moreover, laser punching drilling is only suitable for processing small circular holes. Although laser rotary cutting and five-axis laser drilling can adjust the laser angle-of-incidence and eliminate sidewall taper, their maximum processing diameter does not exceed 5 mm, limiting the drilling of larger holes. This study proposes a four-axis laser scanning processing technique based on a dual galvanometer system. The proposed technique successfully eliminates sidewall tapering and expands the range of hole diameters that can be processed.
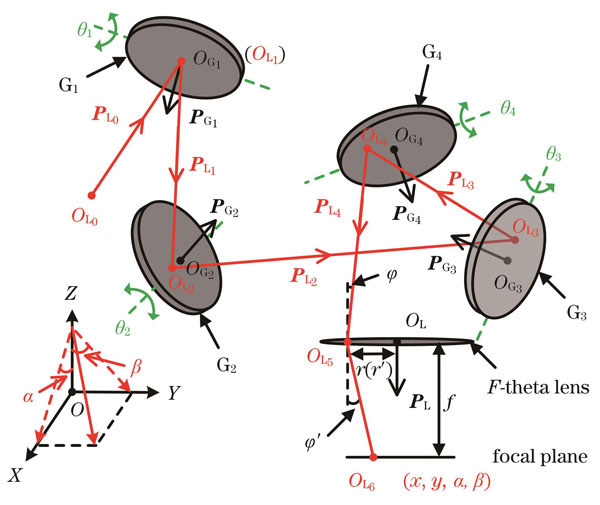
This study used two galvanometers to construct a four-axis laser scanning system, enabling four-axis laser scanning through a correspondence between the four-axis coordinates of the laser focus and deflection angles of the galvanometer mirrors. The experimental material was a 3.6 mm thick GFRP. The laser employed in the experiment had a pulse width and wavelength of 436 fs and 1030 nm, respectively. Following its passage through the four-axis laser-scanning system, the laser was focused onto the workpiece surface using an F-theta lens. The GFRP specimen was placed on an electric Z-axis stage. Laser drilling was performed using a layer-by-layer scanning approach, where the scanning path of the laser in the X-Y plane consisted of concentric circles. Additionally, the laser angle-of-incidence gradually increased with the scanning radius to prevent the sidewall from obstructing the laser energy. After removing each material layer, the electric Z-axis elevated the workpiece, aligning the laser focus with the next layer. This iterative process continued until the desired drilling depth was achieved. Subsequently, the optical morphology of the drilled holes was examined using a stereomicroscope. The microstructure of the sidewall was analyzed using a scanning electron microscope. Furthermore, the 3D morphology and surface roughness (Sa) of the sidewall were measured using laser confocal microscopy. The roughness measurement encompassed a rectangular sampling area of 1 mm×1 mm.
The low laser pulse overlap rate at the sidewall affects the material removal rate, resulting in the accumulation of sidewall taper. Several improvements are observed by gradually increasing the laser angle-of-incidence from 3° to 7°. First, the laser spot size at the sidewall reduces, increasing laser energy density. Consequently, the sidewall taper decreases from 4.16° to 0.65°. However, increasing the laser angle-of-incidence does not eliminate sidewall tapering. The edge compensation scanning method can further enhance the material removal rate at the sidewall, ultimately eliminating the sidewall taper. Application of the method significantly decreases the sidewall taper to 0.24° at the laser angle-of-incidence of 3°. Similarly, the sidewall tapering reaches -0.14° at the laser angle-of-incidence of 4°. The aforementioned results are considered to successfully fabricate a circular hole with a diameter of up to 10 mm on a 3.6 mm thick GFRP specimen. Notably, the width of the heat-affected zone at the entrance and exit of the hole is less than 10 μm. Additionally, the hole sidewall exhibits a smooth surface with a surface roughness of less than 2 μm.
This study proposes a dual-galvanometer laser scanning processing system and develops a mathematical model to establish the relationship between mirror angles and laser scanning paths, enabling four-axis coordinated laser scanning. Laser-drilling GFRG experiments are conducted using a dual-galvanometer laser scanning processing system. The results show that the material removal rate at the scanning edges is lower than that at the central region owing to the weak overlap of the laser spots. Increasing the laser incident angle can improve the material removal efficiency at the sidewalls and reduce the sidewall taper. An edge-compensation scanning method is proposed to reduce sidewall taper. A vertical sidewall is processed at a laser angle-of-incidence of 3.7°. The processing results demonstrate consistent geometric dimensions at the entrance and exit of holes. Specifically, the hole diameter is measured to be 10 mm, and the width of the heat-affected zone is less than 10 μm. Moreover, sidewalls do not have defects, such as material delamination and fiber pull-out. Furthermore, the sidewall roughness is less than 2 μm. This study proposes a novel four-axis laser scanning method that enhances the manufacturing capability and quality of holes in GFRP, offering substantial potential for valuable industrial applications.