
Guangwen Ye, Qianwen Liu, Xi’an Fan, Yanxi Zhang, Xiangdong Gao. Effect of Droplet Transition on Weld Surface Formation of Laser-MIG Hybrid Welding[J]. Chinese Journal of Lasers, 2022, 49(8): 0802012
- Chinese Journal of Lasers
- Vol. 49, Issue 8, 0802012 (2022)
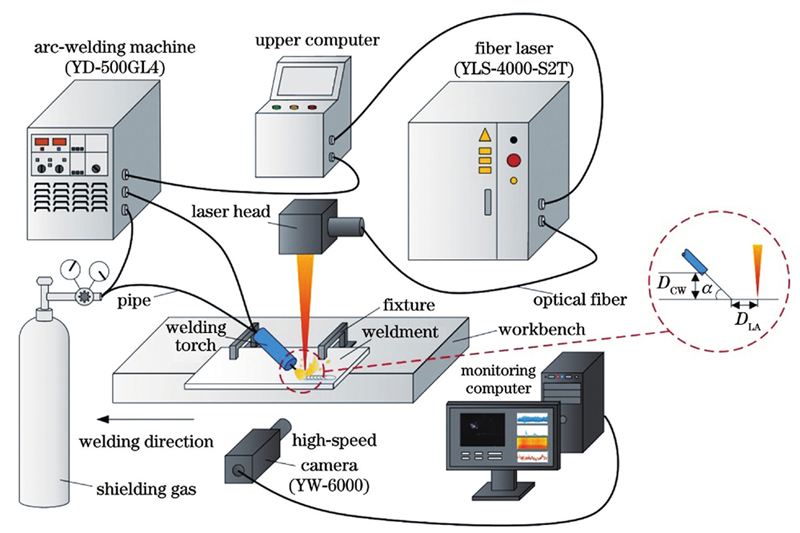
Fig. 1. Laser-MIG hybrid welding experimental system
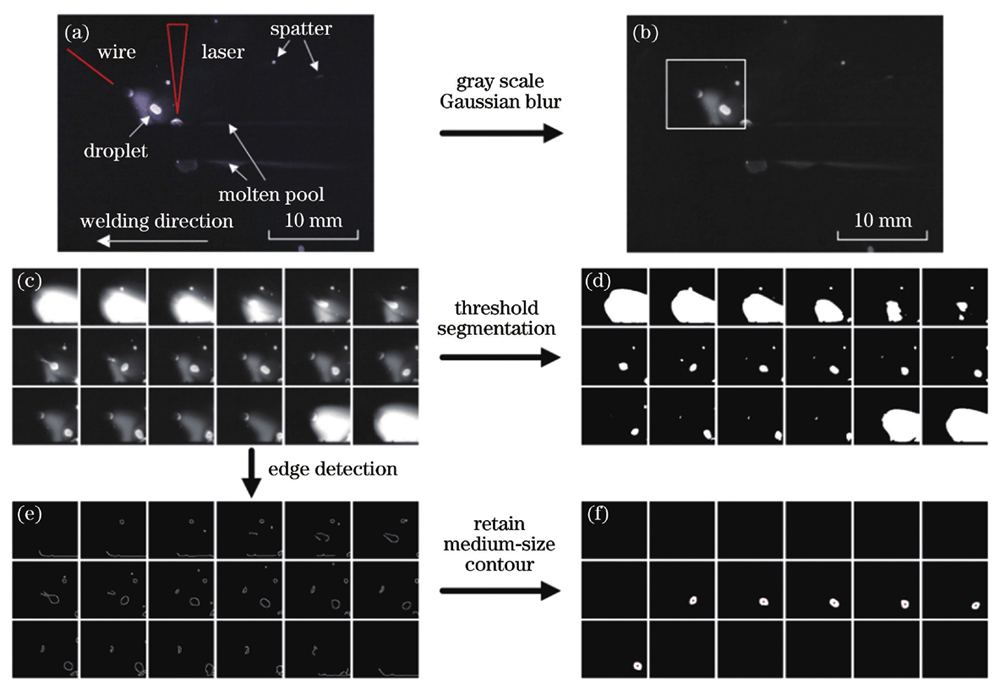
Fig. 2. Flow chart of droplet transition feature extraction. (a) Original image; (b) preprocessed image; (c) arc ROI images; (d) binary images; (e) edge extraction images; (f) droplet images
Fig. 3. Schematic of droplet feature extraction
Fig. 4. Schematic of forces affecting droplet
Fig. 5. Analysis of droplet transition features. (a) Experiment 15#; (b) experiment 10#; (c) experiment 11#; (d) experiment 12#; (e) experiment 13#; (f) experiment 14#
Fig. 6. Distribution of droplet barycenter (experiment 10#)
Fig. 7. High-speed photographs of droplet transition (experiment 10#). (a) Steady state; (b) destabilization
Fig. 8. Effect of laser power on droplet transition features. (a) Effect on droplet velocity and position; (b) effect on droplet transition frequency and extreme of arc ROI area
Fig. 9. Weld surface formation. (a) Sound weld; (b) uneven width; (c) uneven height
Fig. 10. Analysis of weld surface formation. (a) Experiment 10#; (b) experiment 12#
Fig. 11. Three-dimensional time-frequency spectrum and top view. (a) Short-time Fourier transformation frequency spectrum; (b) logarithmic power spectrum after processing
Fig. 12. Effect of welding parameters on droplet transition. (a) Effect on droplet transition period; (b) effect on standard deviation of droplet transition period and spectral entropy of power spectrum
Fig. 13. PSD instantaneous spectral entropy. (a) Experiment 3#; (b) experiment 4#
|
Table 1. Experimental parameters of laser-MIG hybrid welding

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20