
Chuang Cai, Jia Xie, Zhijie Liu, Hanping Wang, Hui Chen. Welding Characteristics and Porosity Control of Weaving Laser-MIG Hybrid Welding of Aluminum Alloys[J]. Chinese Journal of Lasers, 2021, 48(18): 1802002
- Chinese Journal of Lasers
- Vol. 48, Issue 18, 1802002 (2021)
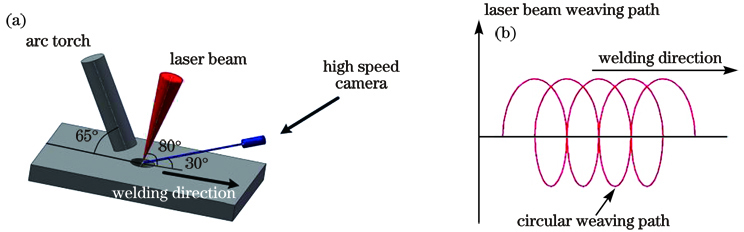
Fig. 1. Schematics of oscillating laser-MIG hybrid welding. (a) Schematic of welding; (b) schematic of oscillating scanning path
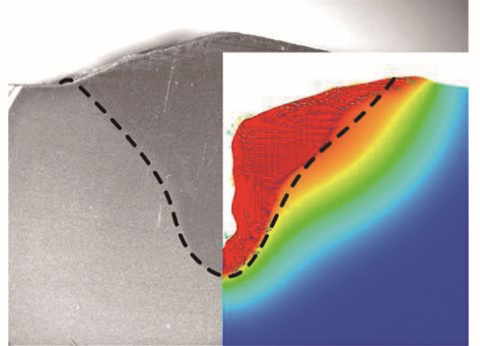
Fig. 2. Weld seam cross-section comparison of numerical and experimental results (weaving frequency of 30 Hz, weaving diameter of 0.2 mm)
Fig. 3. Droplet transfer during laser-MIG hybrid welding of aluminum alloy. (a) Non-weaving laser; (b)(c) weaving laser at different positions with the same weaving parameter
Fig. 4. Weld seam cross-section of laser-MIG hybrid welded aluminum alloys. (a) Non-weaving laser; (b) weaving frequency of 30 Hz, weaving diameter of 2 mm; (c) weaving frequency of 30 Hz, weaving diameter of 0.2 mm; (d) weaving frequency of 50 Hz, weaving diameter of 0.2 mm
Fig. 5. Porosity distribution of laser-MIG hybrid weld seam of aluminum alloy. (a) Non-weaving laser; (b) weaving frequency of 30 Hz, weaving diameter of 2 mm; (c) weaving frequency of 30 Hz, weaving diameter of 0.2 mm
Fig. 6. Upper surface of molten pool during laser-MIG hybrid welding process(non-weaving laser)
Fig. 7. Upper surface of molten pool during laser-MIG hybrid welding process(weaving diameter of 0.2 mm)
Fig. 8. Upper surface of molten pool during laser-MIG hybrid welding process(weaving diameter of 2 mm)
Fig. 9. Longitudinal section of molten pool during laser-MIG hybrid welding process. (a) Non-weaving laser; (b) weaving diameter of 0.2 mm; (c) weaving diameter of 2 mm
Fig. 10. Keyhole depth evolution curves during welding
Fig. 11. Molten pool flow field on longitudinal section during laser-MIG hybrid welding process. (a) Non-weaving laser; (b) weaving diameter of 0.2 mm; (c) weaving diameter of 2 mm
| |||||||||||||||||||||||||||||||||||||||
Table 1. Chemical composition of base metal and welding filler wire
|
Table 2. Process parameters for laser-MIG hybrid welding
|
Table 3. Weld penetration depth at different weaving laser parameters


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20