Objective Aluminum alloys are widely used in high-speed train manufacturing industry owing to their lightweight, high strength, and good wear resistance. Compared with conventional metal inert gas (MIG) welding, laser-MIG hybrid welding has great application prospects for the welding of aluminum alloys because this welding technology exhibits deeper penetration depth, higher welding speed, better gap and misalignment adaptability, and smaller welding residual stress and distortion. However, the suppression of porosity defect in the weld seam is one of the main problems for laser-MIG hybrid welding of aluminum alloys and needs further investigation. Currently, several studies have focused on the suppression of porosity defect using different methods, including optimization of the position and energy ratio of laser and arc sources, optimization of assist gas or welding shielding gas, welding under subatmospheric pressure, and welding with the weaving laser beam. However, previous studies on weaving laser welding were focused on single laser welding. Few studies have discussed the effects of weaving laser on the porosity defect of laser-MIG hybrid welded joints. In this study, the laser-MIG hybrid welding experiments of A7N01P-T4 aluminum alloys with different weaving diameters and frequencies were performed. The influences of weaving diameter and frequency on the droplet transfer behavior, weld formation, and weld porosity defect were investigated. Furthermore, the mechanism of porosity defect suppression was presented.
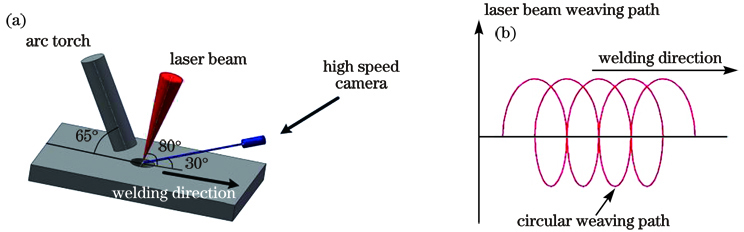
Methods In this study, the A7N01P-T4 aluminum alloys with a thickness of 12 mm and ER5356 filler wire with a diameter of 1.2 mm were used. A 4-kW laser (IPG YLS-4000) and an arc welding machine (Kemp Arc-450) were used for the bead-on-plate laser-MIG hybrid welding experiments. A laser-leading hybrid welding with a circle-mode weaving laser was adopted during the welding process. The welding parameters are as follows: laser power of 4 kW, welding speed of 1 m/min, wire-feeding speed of 8.0 m/min, laser-weaving diameters of 0.2 and 2 mm, and laser-weaving frequencies of 30 and 50 Hz. A high-speed video (Photron Fastcam SA4) with a frame rate of 5000 frame/s was used to monitor the effect of weaving laser on the droplet transfer behavior. The porosity defects of the weld seams were observed using the digital X-ray detected machine (ERESCO 65MF4). The porosity ratio of the weld was measured using the ImageJ software. Furthermore, the mechanism of the porosity suppression was presented by discussing the keyhole and molten pool behaviors characterized by numerical simulation.
Results and Discussions According to the images obtained from high-speed video, the spatters of the droplet during the traditional laser-MIG hybrid welding process could be efficiently suppressed using a weaving laser. The stability of the droplet transfer was improved. The weld penetration depth decreased with the increase of the weaving diameter. The weld penetration depth increased with the decrease of the weaving frequency. Large weaving frequency (Fig. 4) was used to obtain more concentrated energy distribution and high intensity of energy. The size of the keyhole opening was enlarged using the high-weaving frequency such that more laser energy could be absorbed. The porosity defects of the weld were suppressed efficiently. While the laser-weaving diameter was 0.2 mm, the weld porosity ratio was ~2.4%, which was efficiently reduced compared with ~7.8% weld porosity ratio of the conventional hybrid welding. The numerical simulation results showed that the size of the keyhole opening increased by 37% with a weaving diameter of 0.2 mm compared with that of the traditional laser-MIG hybrid welding (Figs. 6 and 7). The longitudinal lengths of the molten pool increased by 15% and 31% with the weaving diameters of 0.2 and 2 mm, respectively. The porosity defect in the weld seam was related to the keyhole stability and molten flow behavior. Compared with traditional welding, the fluctuation of the predicted keyhole depth was smaller (Fig. 10), which was beneficial for the suppression of bubbles formed during the welding process. Additionally, the fluid flowed downward at the middle of the keyhole rear, which was beneficial for the escape of bubbles from the molten pool while applying the weaving laser (Fig. 11). Consequently, the porosity defects were significantly suppressed during the weaving laser-MIG hybrid welding process.
Conclusions During the laser-MIG hybrid welding process of aluminum alloys, the welding spatters can be suppressed and the stability of the droplet transfer can be improved by applying the weaving laser. The weld formation of the laser zone is improved, and a more uniform weld seam along the direction of the sample thickness can be obtained. Besides, the porosity defects of the weld are suppressed efficiently. When the laser-weaving diameter is 0.2 mm, the weld porosity ratio is ~2.4%, which is efficiently reduced compared with ~7.8% weld porosity ratio of the conventional hybrid welding. In the conventional laser-MIG hybrid welding, the bubbles generated at the bottom of the keyhole cannot escape from the molten pool because the fluid flows downward under the keyhole, and the vortex is formed. Consequently, more porosity defects are formed. A weaving laser with small weaving diameter is applied, the keyhole with a large size is formed and its stability is improved. Besides, the fluid flows downward at the middle of the keyhole rear, which is beneficial for the escape of bubbles from the molten pool.