Objective With the gradual intense provision of service requirements and service conditions, titanium (Ti) alloys have been increasingly challenged in terms of insufficient heat resistance, easy grain boundary softening, and poor wear resistance. The secondary phase strengthening is a direct and effective method for strengthening Ti alloys. The additive manufacturing (AM) technology can control the distributions and dimensions of strengthening particles at a high feasibility level. Borides (TiB2, TiB, or B4C) are usually added into the powder for AM instead of pure boron (B). An extremely high-temperature exothermic reaction occurs between pure Ti and B, which may affect the degree of dispersion and scale of the secondary phase particles, whereas limited research has been conducted. In this study, samples are prepared through laser deposition manufacturing (LDM) process with pure B added metal powder. The characteristics of the strengthening phase and its influence on microstructures and mechanical properties are evaluated.
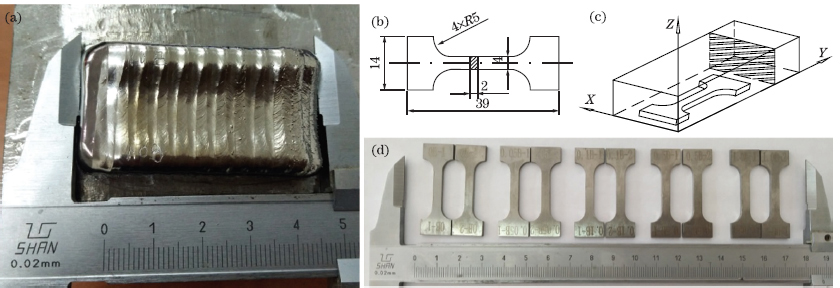
Methods Ti-6Al-4V spherical powder prepares through the plasma rotating electrode processing (PREP) with particle size distribution range of 45--180 μm. The particle size of the high-purity B powder is 5--20 μm. The two kinds of powder are mixed through the mechanical mixing method at five different mass fractions of B, i.e., 0.00%, 0.05%, 0.10%, 0.20%, and 0.50%. A AM system with a 6-kW fiber laser is used to prepare the test specimens. Before the deposition, the mixed powder is dried; the substrate is ground and cleaned. The LDM process is conducted at a laser power, scan rate, and scan interval of 1.5 kW, 8 mm/s, and 2 mm, respectively, with a layer thickness of 0.5 mm. The approximate size of the deposition blocks obtained is 25 mm×50 mm×8 mm. Two tensile samples are obtained from each metal sample block along the horizontal direction. Scanning electron microscopy (SEM) is used to observe the secondary phase's morphology and distribution. The mechanical properties are tested on an electronic universal testing machine. Furthermore, X-ray diffraction (XRD) phase analysis (Cu Kα, wavelength is 1.5418×10 -10 m) is conducted on X-ray diffractometer, and detailed microstructure observation and phase analysis are conducted on transmission electron microscope (TEM) with a working voltage of 200 kV.
Results and Discussions XRD spectra of as-deposited Ti-6Al-4V with different B contents show that α phase and β phase are the overwhelming constitutions in Fig. 2. Boride diffraction peaks are observed with low level of relative intensity level with the increase of B content. Ti alloys prepared by LDM technology usually show a certain level of texture, and variation in the relative intensity of XRD diffraction peaks indicates changes in texture strength and type. Fig. 4 shows that with the increase of B content, the diameter of the original β columnar crystal is reducing, whereas the lamellar α phase is becoming short and wide. In LDM process, the addition of the secondary phase particles has a significant refining effect on metallography. In some cases, the columnar equiaxed transformation (CET) can be realized. The increase of B content would introduce more heat in the melting pool as the exothermic reaction between B and Ti. Additionally, the molten pool temperature would correspondingly be increased, and the holding time at high temperature is relatively prolonged, leading to the thickening and growth of TiB whisker. The tensile curves in Fig. 7 show that the alloy has the best strength plastic matching when mass fraction of B is 0.10%. When mass fraction of B is 0.20%, the plasticity decreases slightly. However, when mass fraction of B increases to 0.50%, the plasticity further decreases, which indicates that the more the secondary phase exists, the lower the plasticity.
Conclusions Different contents of pure B are added to Ti-6Al-4V alloy prepared by LDM technology. The strengthening phase of the obtained alloy and its possible formation method are discussed, and the microstructure characteristics are observed. Combined with the phase and microstructure characteristics, the strengthening mechanism of the mechanical properties of borides is discussed. Under the condition of laser AM, pure B reacts with Ti in the molten pool to form in-situ TiB. TiB is easy to form in the high molten pool temperature zone, and its size increases with the increase of B content. TiB shows an evident strengthening effect, reflected in the refinement of the original β columnar crystals and the reduction of the aspect ratio of lamellar α phase. The strength and plasticity of the alloy are simultaneously improved with the increaseof B content. When mass fraction of B is 0.50%, the strength is the highest, and the plasticity is low but the plasticity is still higher than that of the alloy without B. When the TiB whisker deformed in the matrix, it is more likely broken, and microcracks may grow along continuous holes.