Since the discovery of the Invar alloy by foreign scientists in the 19th century, it has been of great importance because of its extremely low coefficient of thermal expansion, which is very similar to that of composite materials. It is thus widely used as an important material for large-scale composite dies in the aerospace field. In the domestic development of Invar alloys, their thermal, physical, and mechanical properties have been the main focus of attention; however, only a few scholars have studied the welding process of domestic Invar alloys and reported results have been limited to process parameters and other aspects. Therefore, this study contrastively analyzes the microstructural differences of welded joints of 4 mm thick domestic Invar alloy obtained under different laser heat inputs and studies the effects of grain morphology, texture, and grain size in the weld seam on the tensile properties of the welded joints.
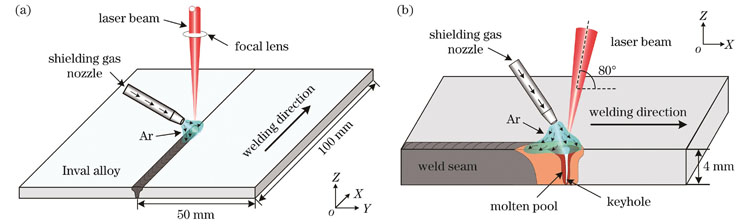
The dimensions of the welded parts used in this experiment are 100 mm×50 mm×4 mm (Fig.1). A fiber laser is used as the laser source in this experiment. After passing through the collimator and focusing mirror, the laser spot on the surface of the plate has a diameter of 0.3 mm. Scanning electron microscopy (SEM) is used to observe the microstructure of the joint cross section and the tensile fracture morphology according to the obtained tissue morphology to study the microstructural characteristics of the joints under different heat inputs. Electron backscatter diffraction (EBSD) technology is used to observe the grain size and orientation of the weld seams.
The laser welded joint is divided into three zones weld fusion zone, base metal, and narrow heat-affected zone. There is an obvious boundary of the grain growth intersection at the center of the weld seam. As the welding heat input increases, the size of the weld cross section significantly increases (Figs.3 and 4). The weld seam is mainly composed of large columnar grains, and primary and secondary dendrites are clearly observed near the centerline of the weld seam (Fig.5). The metal solidification of an Invar alloy laser-welded joint is a rapid and directional solidification process that involves epitaxial growth on the base metal. The ratio of the temperature gradient to the cooling rate determines the degree of component undercooling, which has a significant impact on the dendritic morphology of the solidified structure (Fig.6). The grain orientation in the middle of the weld seam under a high heat input is relatively disordered and the texture strength is high, indicating that the grain competition growth mechanism is stronger than that under a low heat input. Meanwhile, the average grain area under a low heat input is refined by 29.8% compared with that under a high heat input (Fig.7). Compared to those under the high heat input, the number of sub-grains at the bottom of the weld seam increases and their size decreases under the low heat input, with an average secondary dendrite spacing of approximately 6.11 μm decreasing to approximately 4.26 μm (Fig.8). The tensile results indicate that the grain coarsening caused by increased heat input leads to a decrease in the tensile strength of welded joint from 473.4 MPa to 432.9 MPa, while the size and depth of equiaxed dimples at the fracture surface are significantly reduced (Figs.9 and 10).
The microstructural differences of welded joints of 4 mm thick domestic Invar alloy obtained under different laser heat inputs are contrastively analyzed, and the effect of grain size on the tensile properties of welded joints is studied. The results show that the weld seam is primarily composed of columnar dendrites, and the grain growth mode is similar under different heat inputs. However, the size of the columnar grains gradually increases with increasing heat input. The average grain area under the low-heat-input (90 J/mm) condition is 12599.7 μm2, refined by 29.8% compared to that under the high heat input (200 J/mm), and the number of sub-grains at the bottom of the weld seam increases and the size decreases under the low heat input, with an average secondary dendrite spacing of approximately 6.11 μm decreasing to approximately 4.26 μm. The tensile results indicate that the grain coarsening caused by increased heat input leads to a decrease in the tensile strength of the welded joint from 473.4 MPa to 432.9 MPa, while the size and depth of equiaxed dimples at the fracture surface are significantly reduced.
The growth of columnar grains in the weld seam is limited due to the fast-cooling rate under the low heat input (90 J/mm), resulting in relatively small grain sizes. Under the high heat input (200 J/mm), due to the Marangoni convective flow in the molten pool, the weld cross section presents an X-shaped shape and causes a significant increase in cross-sectional size. At the same time, the highest temperature experienced by the liquid molten pool gradually increases, leading to grain boundary migration and grain coarsening, resulting in a gradual increase in the size of columnar grain.
With an increase in welding heat input, a small amount of fine equiaxed sub-grain structure appears near the centerline of the weld seam. Compared to that under the high heat input, the competitive growth degree of grains under the low heat input is relatively weak, and the average grain area of the weld seam has also been refined by 29.8%. At the same time, the number of equiaxed sub-grain structures at the bottom of weld seam increases, the size decreases, and the average secondary dendrite spacing near the centerline of the weld is only about 5.12 μm, which is 0.99 μm less than that under high heat input.
The morphology and size of grains can affect the stress-strain distribution in local areas of the welded joint, thereby affecting the strength and plasticity of the welded joint. The tensile strength of the welded joint decreases from 473.4 MPa to 432.9 MPa, and the elongation decreases from 20.7% to 15.3%. The fracture morphology of the welded joint indicates that the size and depth of equiaxed dimples gradually decrease with increasing heat input.